





























3D Systems, Inc.
46
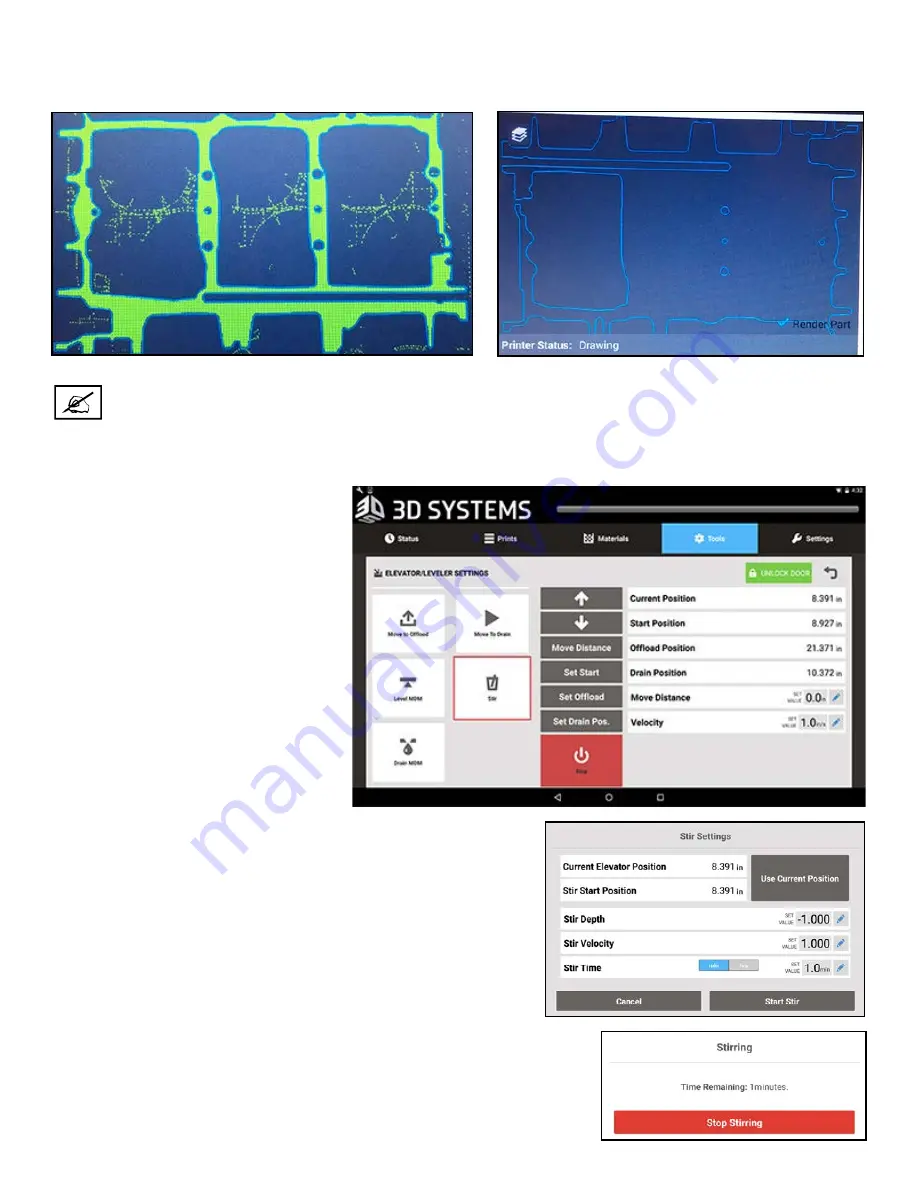
SIMPLIFIED LAYER RENDERING OPTION
Users have the option to change the layer rendering style. The simplified style will only render the boundaries of your parts.
STIR WIZARD
This wizard simplifies the process of stirring print material in the MDM.
1. This tool can be accessed from the
Elevator/Leveler Settings
screen by
tapping
Stir
.
2. Once the Stir wizard is opened, the user is granted more control
over how the machine Stirs the material.
3. While the machine is stirring, the user will be shown a countdown to when
the stir will end, seen at right.
NOTE: The new rendering style is not active by default . It must be activated via the
App Settings
menu in the
Settings
tab .
Normal
Simplified







































































