


















To avoid potential residual risks the user should read and understand the following
safety measures ( you are strongly advised to read this before using the machine ).
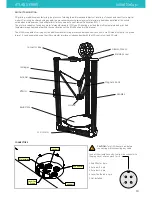
To highlight the areas where extra care should be taken, safety alert stickers have been
affixed to the relevant parts of the machine to warn the user of potential hazards.
Any modifications made to the machine without the manufacturer´s approval will
invalidate the product´s warranty.
Consequently, BNZ3D ARE EXEMPT FROM ANY LIABILITY IF THE USER DOES NOT FOLLOW
THE INSTRUCTIONS FOR USE:
SAFETY GUIDELINES & WARNINGS
The following safety guidelines, as well as the instructions within
this user manual, ensure the safety of the user while operating and
maintaining the ATLAS printer. If the printer is not operated as
specified, the operator’s safety may be compromised.
First Aid
•
All operators should have access to first aid equipment and
know how to use it.
Installation
•
Connect the printer to the safety-certified power cord supplied
with the machine. The electrical outlet should be near the
printer and easily accessible.
•
Never connect the printer to an outlet that does not have a
ground wire. Disconnecting the ground wire may result in
electric shock.
Operation
•
The 3DBNZ ATLAS printer generates high temperatures in the
print nozzle and the print bed—do not touch when hot. Allow
the unit to cool before touching.
•
Do not set objects on the heated print bed. Do not lean or
stand on the print bed. Doing so may cause injury to the
operator.
•
Due to high temperature outputs and moving parts, the
location where the printer is operating should be equipped
with working smoke and flame detection.
•
The 3DBNZ ATLAS printer melts material during printing. Some
materials may require ventilation.
•
Do not leave the 3DBNZ ATLAS printer unattended while in
operation.
•
The 3DBNZ ATLAS includes linear actuators that move in
multiple directions at variant speeds. When in motion, they
may cause injury.
•
Do not place head or any other body part near the print head
or nozzle, as injury may occur if pinched between the print bed
and the nozzle.
•
In case of emergency, unplug the unit from the electrical
outlet.
Maintenance
•
All maintenance shall be performed according to the
manufacturers guidelines and instructions. Failure to follow
the guidelines may cause injury.
•
When maintaining equipment that is hot, wear gloves to avoid
injury.
INTENDED USE
Each 3DBNZ ATLAS 3D printer is tested, prior to shipment, to ensure
proper functionality.
•
This printer is intended for professional use by an operator
with the ability to read instructions, having basic/low level
knowledge of electronics, mechanics, and computers in
general.
•
Intended for printing 3D objects with materials manufactured
for the FFF—fused filament fabrication—type of 3D printing.
•
To be operated under normal operating conditions as specified
within this manual.
•
Not intended to be used by children or persons not familiar
with the operating and safety instructions. Use by unqualified
persons may be dangerous to the user and/or damaging to
the printer. Printer damage due to mis-use is not covered by
the warranty.
•
Any modifications to the 3D printer are at your own risk and
will void the warranty. The manufacturer cannot be held
responsible for modifications made by other persons.
ATLAS SERIES
Safety Guidelines & Warnings
4







































































