





























WIG Kaltdrahtvorschub
6 Inbetriebnahme
BAL.0415.0 • 2018-10-22
DE - 23
6.11 Anschluss Brenner und Schweißgerät
Der Drahtvorschub kann mit einem entsprechendem Standardbrenner gesteuert werden.
Die Ansteuerung der Schweißstomquelle kann optional über das Schweißstartsignal des Vorschubes erfolgen. Das Signal
erfolgt über PIN 1+2 (X2).
Erfolgt der Schweißstart über PIN 1+2, können der Drahtvorschub und Schweißstart über die Wippe T2 am Schweißbrenner
gestartet werden. Beim automatisierten Schweißen wird dieser Modus empfohlen, da hier der Drahtvorschub und das
Schweißen über ein Signal gestartet werden.
Beim manuellen Schweißen erfolgt der Schweißstart über den getrennten Brennertaster.
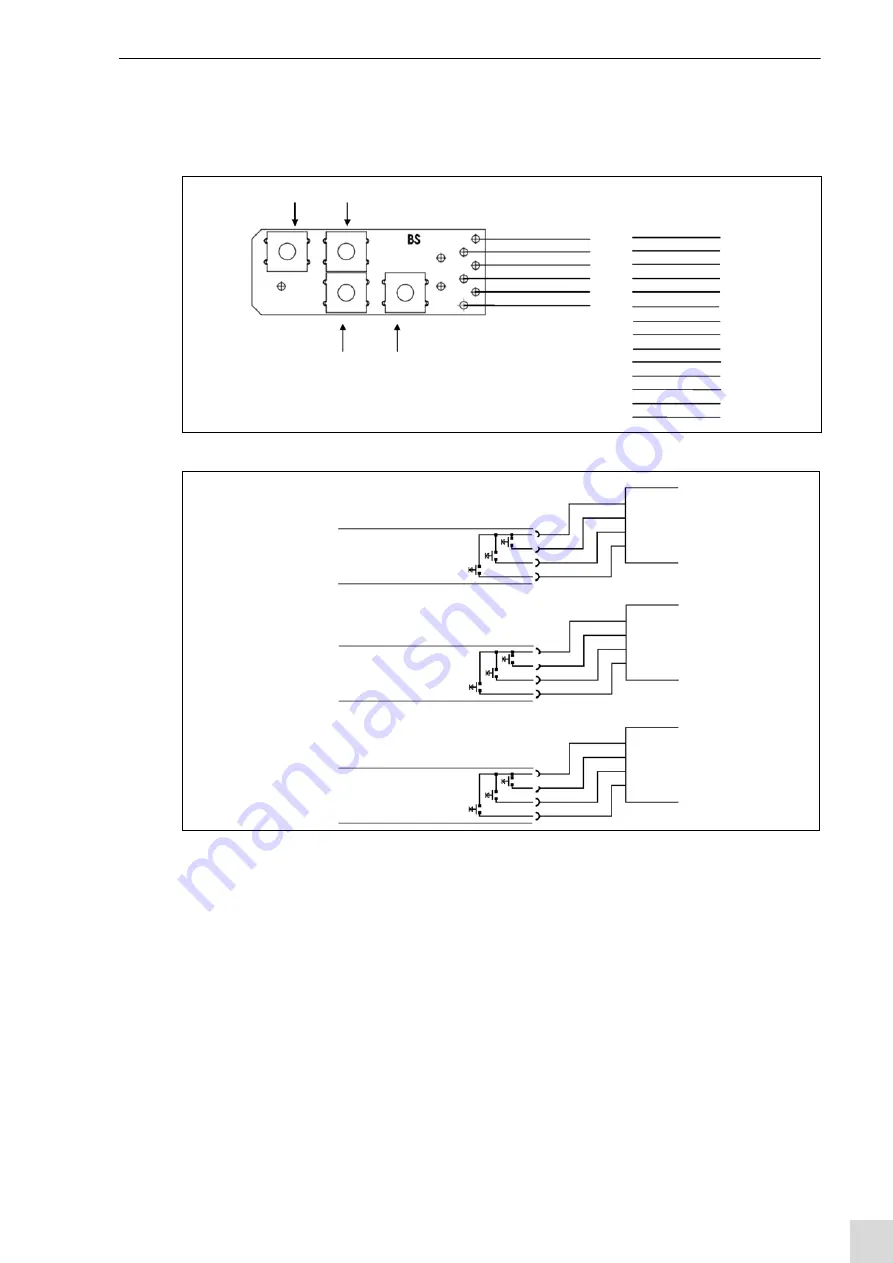
Abb. 18 Standardbrenner schaltet Stromquelle über PIN 5+6 auf Seite DE-23
Abb. 18
Standardbrenner schaltet Stromquelle über PIN 5+6
Abb. 19
Draht ein
Strom ein
UP Draht Down Draht
n.c.
n.c.
n.c.
n.c.
n.c.
n.c.
n.c.
BN
GN
WH
GY
PK
YE
shirm
T1 = 1+3
T2 = 1+2
T3 = 1+4
T4 = 5+6
T1
T2
T3
T4
Steuerleitung
(abgeschirmt)
Amphenol-St
14-pol.
6
2
5
3
4
1
7
8
9
10
11
12
13
14
F5=A
F5=b
F5=C
KDW S
KDW S
KDW S
Start Drahtvorschub
Start Drahtvorschub
Start Drahtvorschub
X1
X1
X1
1
1
1
2
2
2
3
3
3
4
4
4
Drahtvorschub
Drahtrücklauf
T2
T2
T2
T1
T1
T1
T3
T3
T3
UP Drahtvorschub
DOWN Drahtrücklauf
UP Drahtgeschwindigkeit
DOWN Drahtgeschwindigkeit





























































