





























EN
-
54
10 Faults and troubleshooting
iROB
®
501, iROB
®
401, iROB
®
301
10 Faults and troubleshooting
► Observe the documentation for the welding components.
► Contact your retailer or ABICOR BINZEL in the event of questions or problems.
10.1 General faults
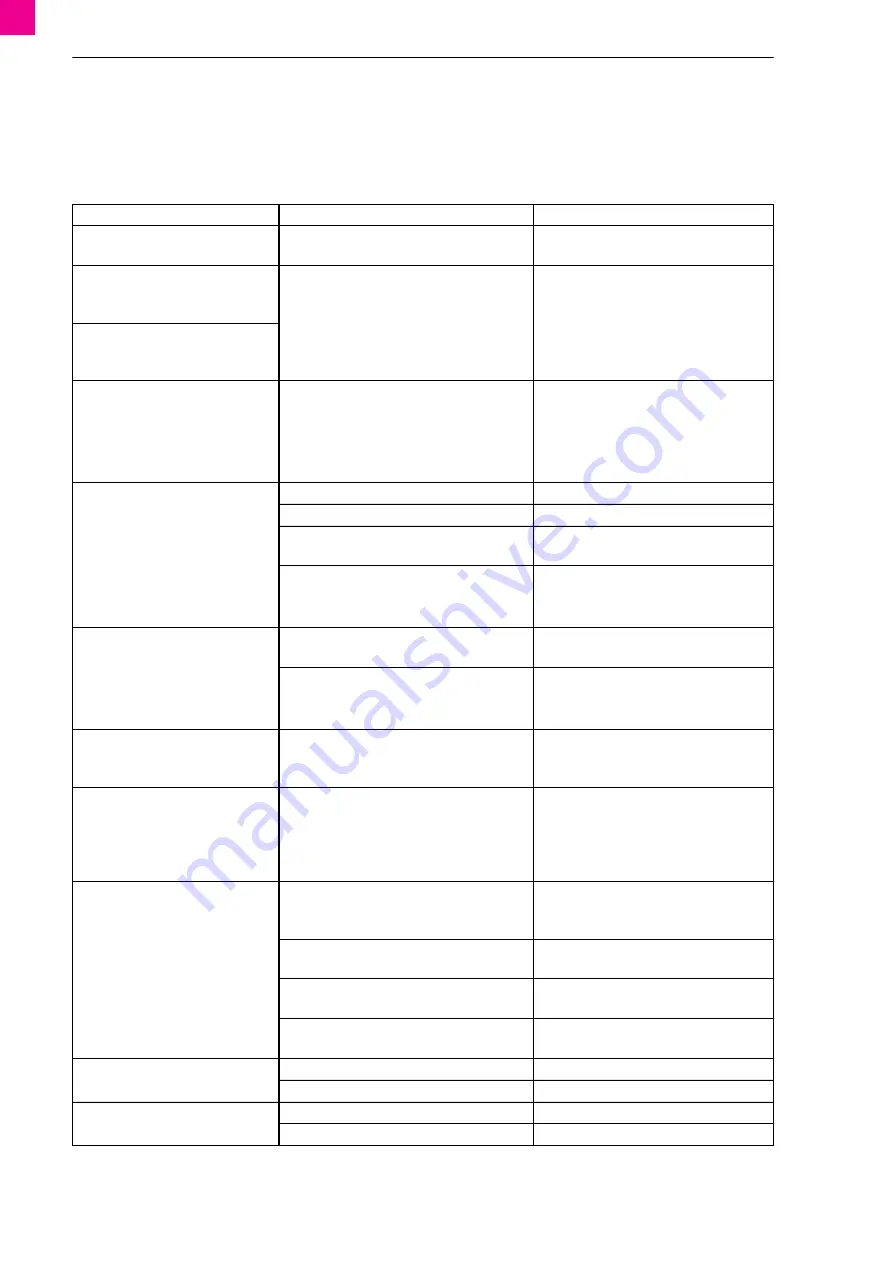
Tab. 18
General faults and troubleshooting
Fault
Cause
Troubleshooting
Fuse has blown.
There is excess current, overvoltage, or a short
circuit.
► Do not turn on the device. Contact the
service department.
The mains LED does not
illuminate, not even when
the machine is switched on.
Primary power supply is not supplied.
► Supply the primary power supply
with 340 to 460 V.
Nothing is displayed in the left
digital display, not even when
the machine is switched on.
The temperature LED is
illuminated and an error
message is displayed as soon
as the welding power source
is switched on.
The protective circuit has been triggered due to
overheating.
1
Stop all welding operations and allow
the fans to run for 10 minutes or longer.
2
Switch off the device.
3
Clean the device’s interior.
Shielding gas does not flow.
The gas cylinder’s valve is closed.
► Open the gas valve.
The pressure in the gas cylinder is insufficient.
► Replace the gas cylinder.
The settings and connection for the external
inputs are not correct.
► Check the settings of internal functions
F29 to F32.
External input lines are not connected or are
short-circuited.
► Check the lines connected to the external
input terminal for damage.
► Replace lines if necessary.
Shielding gas flows
continuously.
The settings and connection for the external
inputs are not correct.
► Check the settings of internal functions
F29 to F32.
External input lines are not connected or are
short-circuited.
► Check the lines connected to the external
input terminal for damage.
► Replace lines if necessary.
Current and voltage cannot
be set.
The <Parameter setting> knob is defective.
► Have printed circuit board PCB2
(P30086R00) replaced. Contact the
service team.
Welding parameters cannot be
set via the control panel.
Welding mode does not change
even if it is switched on the
control panel.
Control panel lock is active.
► Press and hold <Enter> for at least
3 seconds to deactivate the control
panel lock.
Arc is unstable.
The welding parameter setting is incorrect.
► Check the setting for the welding wire
material, welding wire diameter, and
shielding gas type.
Welding wire material is wrong or wire feed is
faulty.
► Check if there is a problem with the
welding wire or wire feed.
Voltage test lead is not connected correctly.
► Check the connection of the voltage
test lead.
A noise signal is interspersed in the voltage
test lead.
► Adjust the arc characteristics on the
pulse side.
Welding wire is not fed. No
error message is displayed.
The counter-pressure roll is not making contact. ► Correctly set the pressure roll.
Fault in the wire guide.
► Check the wire guide lines.
Pores appear.
There is a problem with the shielding gas.
► Check the gas cylinder and hoses.
The pipe’s contact pipe is worn.
► Replace the contact pipe.







































































