















EN
-
14
9 Troubleshooting
xFUME
®
ABIROB
®
AF500
6
Cut off the overlapping liner
flush with the retaining sleeve
7
Screw the collet
onto the liner
as far as it will go.
Use the sight bore on the collet
to check the position of the wire guide.
8
and liner
9
Screw the threaded side of the retaining sleeve
and tighten.
10
Use the nut
to the central connector
.
8.3 Cleaning the torch neck
To increase the system availability of the welding robot, ABICOR BINZEL offers automated torch cleaning.
1
Remove the gas nozzle.
2
Remove the weld spatter and spray with ABICOR BINZEL anti-spatter fluid.
3
Check the wear parts for visible damage and replace them if necessary.
4
Replace the equipment kit when worn or soiled.
5
Clean the separating point and O-rings with silicone-free seal grease.
6
Check the TCP after each use or after a collision in the WH alignment jig.
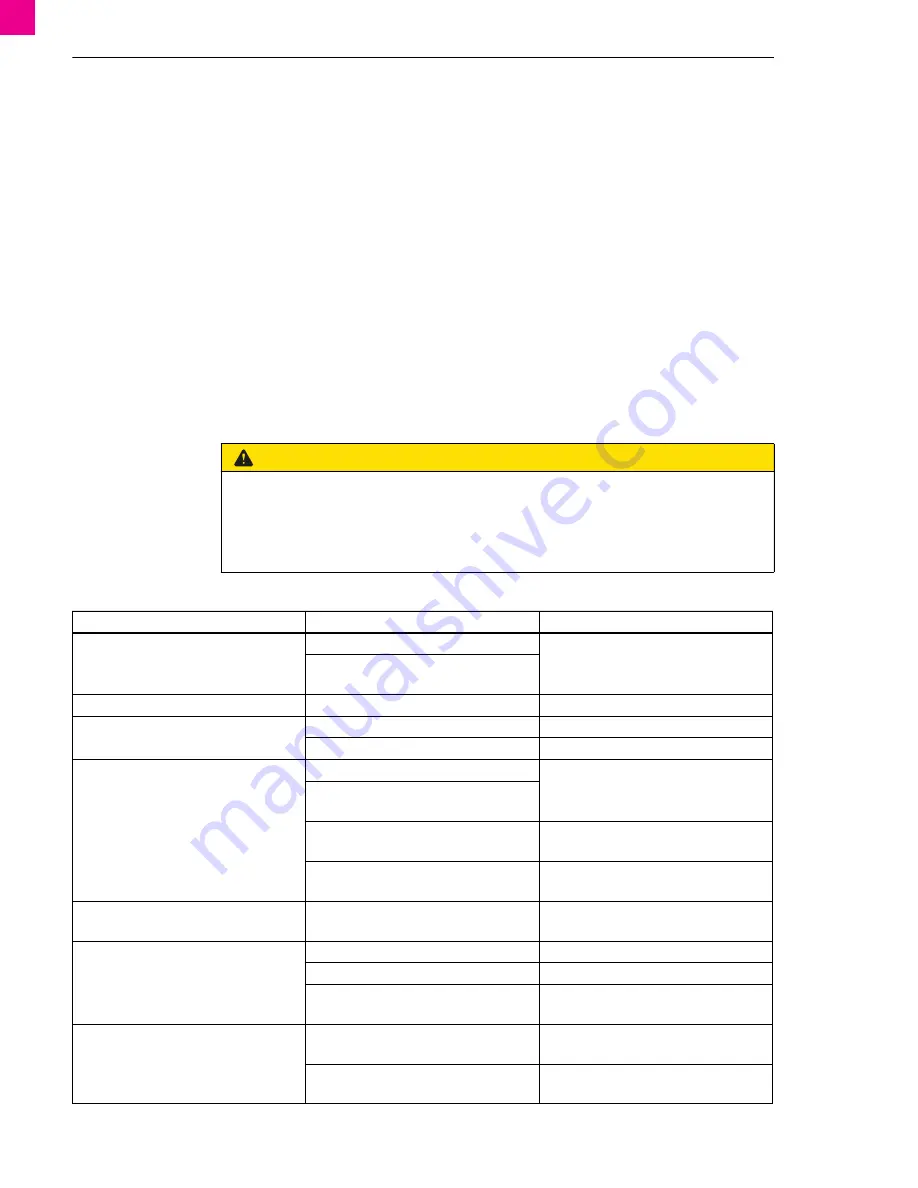
9 Troubleshooting
CAUTION
Risk of injury and device damage when handled by unauthorized persons
Improper repair work and modifications to the product may lead to serious injuries and damage to the
device. The product warranty will be rendered invalid if work is carried out on the product by
unauthorized persons.
► Consult the documentation for the welding components.
Tab. 8
Troubleshooting
Fault
Cause
Troubleshooting
Torch neck gets hot.
Contact tip loose.
► Check and tighten.
Contact tip loose on torch side and toward
the workpiece.
No trigger function.
Control lead interrupted/defective.
► Check/repair.
Wire burned solid in the contact tip.
Wrong parameters set.
► Check and correct setting.
Contact tip worn out.
► Replace.
Irregular wire feed.
Liner clogged.
► Clean both directions with compressed
air or replace if necessary.
► Replace the contact tip.
Contact tip and wire diameter not aligned.
Wrong contact pressure set on the wire
feeder.
► Correct as specified by the
manufacturer.
Spatter bridge between the contact tip and
the gas nozzle.
► Clean and spray the gas nozzle interior.
Arc between the gas nozzle and the
workpiece.
Contact tip not tailored to the wire diameter
or contact tip worn out.
► Check the contact tip.
Erratic arc.
Wrong welding parameters set.
► Correct the welding parameters.
Wire guide unit worn out.
► Replace the wire guide.
Strong weld spatter build-up in the gas
nozzle.
► Clean the gas nozzle.
Pore formation.
Insufficient or no gas coverage.
► Check the gas cylinder contents and
pressure setting.
Air current blows shielding gas away.
► Use partitions to shield the welding
area.







































































