





























C N C 4 2 2 0 M a c hi ne Too l Op e ra t ion an d Te st
40
15) Press the knife compensation key
to enter the bias interface, and then press the
key to move the cursor and select bias number;
16) Press the address key
, symbol key
, number key
and Insert key
to set the
bias of axis Z;
17) Cut along surface B1 with the knife;
18) Take out the knife along axis Z when axis X is still, and stop the rotation of main axis;
19) Measure distance "α1" (suppose α1=10
)
;
20) Press the Knife compensation key
to enter the bias interface, and then press the
key to move cursor and select the bias number;
21) Press the address key
, number key
,
and Insert
key to set the bias of axis X;
22) Move the knife to safe position;
23) Repeat step 14-22 to align other knives.
Note 1: the machine tool should have mechanical origin switch to perform the knife alignment
operation in mechanical origin.
Note 2: after knife alignment in mechanical origin, it is not possible to execute the G50
instruction to set the coordinates of the work piece
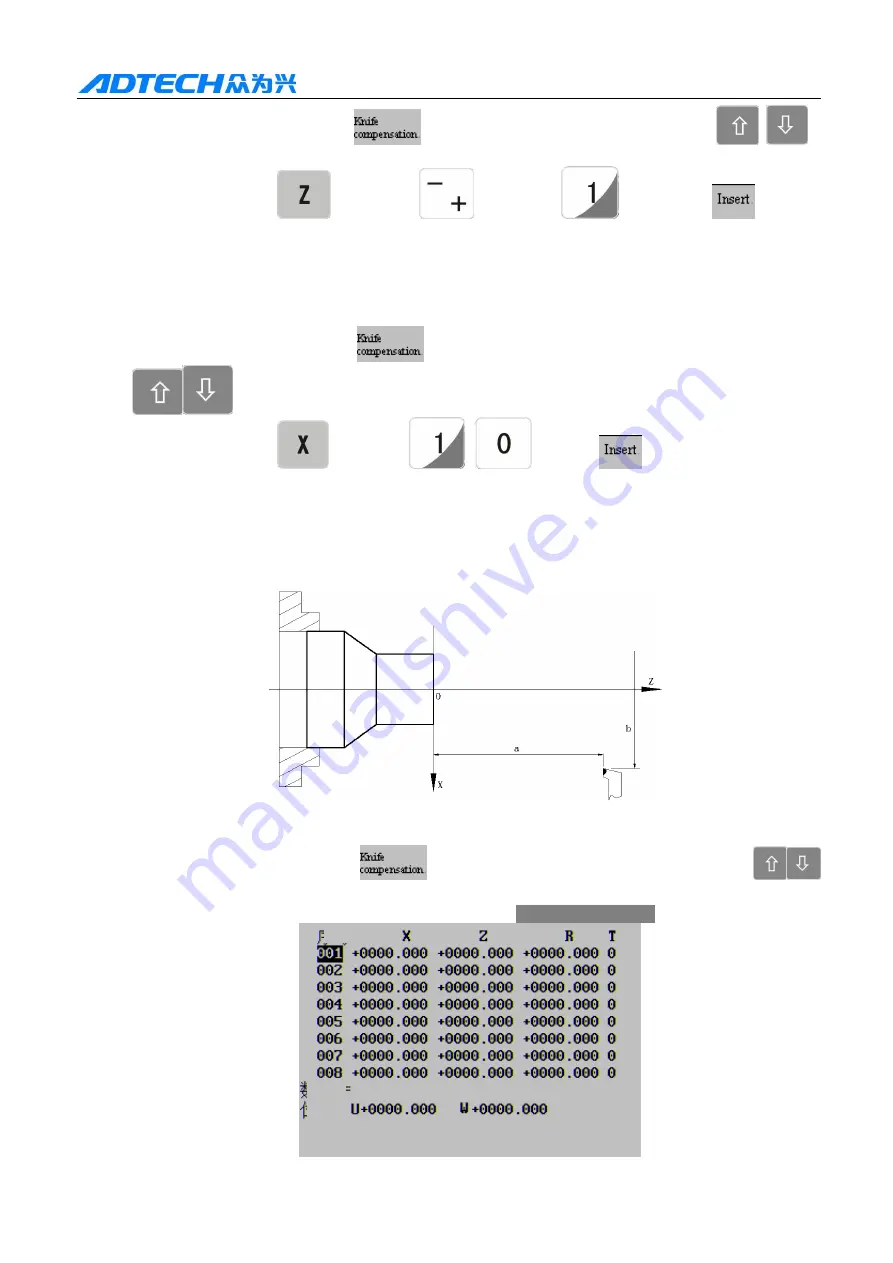
As shown below:
7.4.
Editing the bias value
Press the Knife compensation key
to enter the bias interface, and then press the
key to display bias 001~016
Knife compensation parameters
Fixed knife alignment
S/N
Data
Position:







































































