

























C N C 4 2 2 0 M a c hi ne Too l Op e ra t ion an d Te st
66
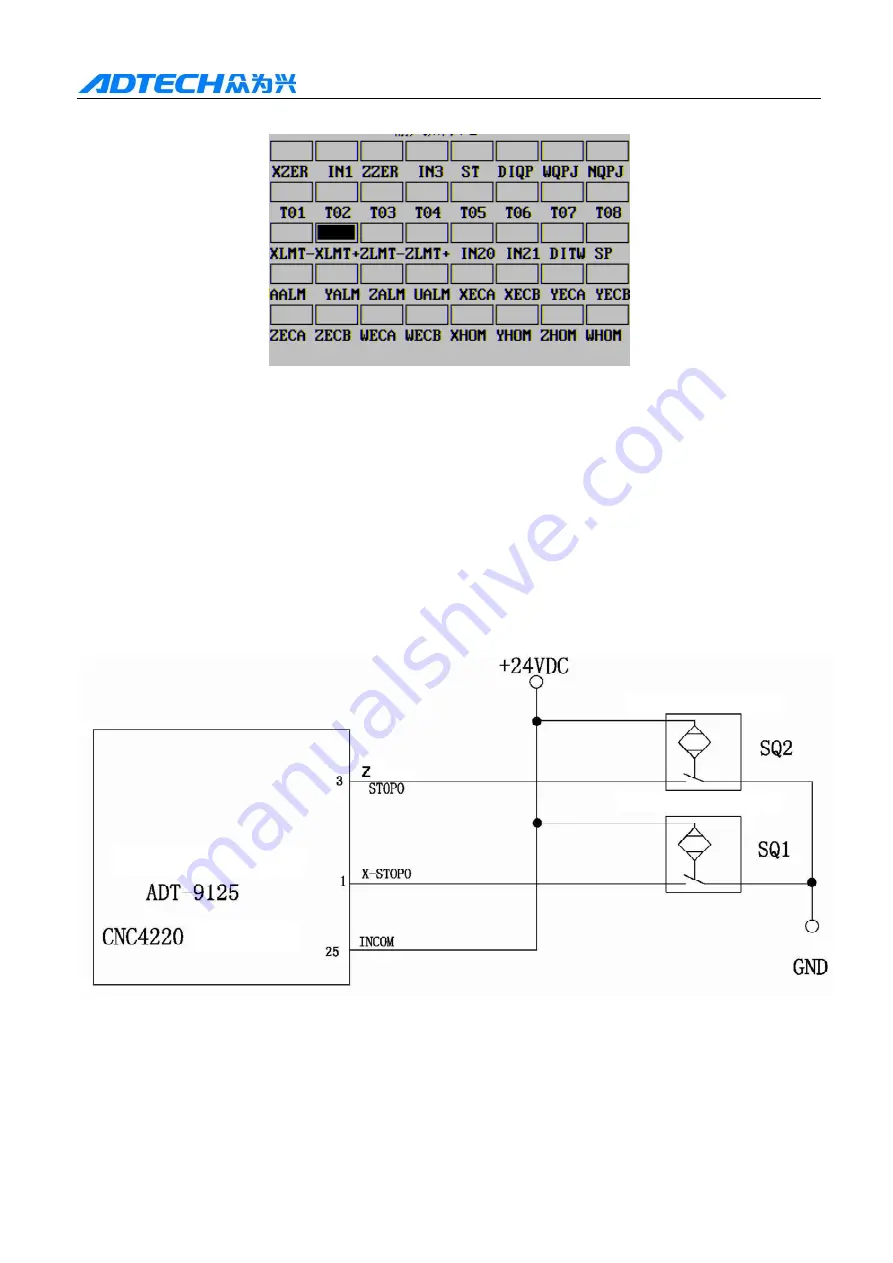
Input point state
Input point state after positive limit of axis X
13.2.2
TROUBLESHOOTING FOR HARD LIMIT
A. Hard limit function is invalid: please check the system parameters ---- whether the hard limit enabling is set to 1;
if it is 0, please select 1 to enable the hard limit function.
B. The limit of certain directions is invalid; the limit in one of the four directions is invalid. This means that the
parameter settings are proper. Please check whether the cables in the invalid direction are connected and whether the
switch is damaged. Please note that the hard limit levels of axis X and axis Z are set by two parameters separately,
and thus the limit switches of same axis shall be in same type (NO or NC). Check whether the limit switch is
connected. For your safety, please enable the hard limit function, move the axes to the center position manually and
then switch to MDI mode. Switch to the input point interface, press the limit switch of every axis with hands, and the
controller sends alarm tone. If there is no change, please check the corresponding external wiring. If the external
wiring is proper, please check whether the machine tool input port is damaged. If yes, contact the system
manufacturer.
13.3.
Mechanical origin adjustment
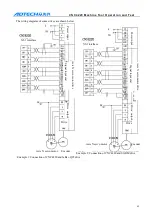
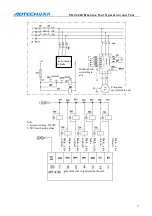
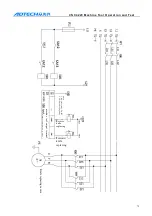
As connected in the figure below:
Adjust the parameters according to the effective level of connection signal, origin mode and direction:
13.3.1
ORIGIN PARAMETER SETTING
System parameter 32: Origin mode
=0: Return to machine tool origin directly
=1: Single switch returns to mechanical origin
=2: Deceleration switch and servo origin return to mechanical origin
System parameter 33, 34: effective level of deceleration signal when return to mechanical origin
Digital input terminal board
XS5 interface
Axis Z origin approach switch
Axis X origin approach switch







































































