

























42 Introduction
4510001 REV B – 220620
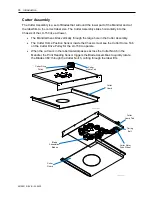
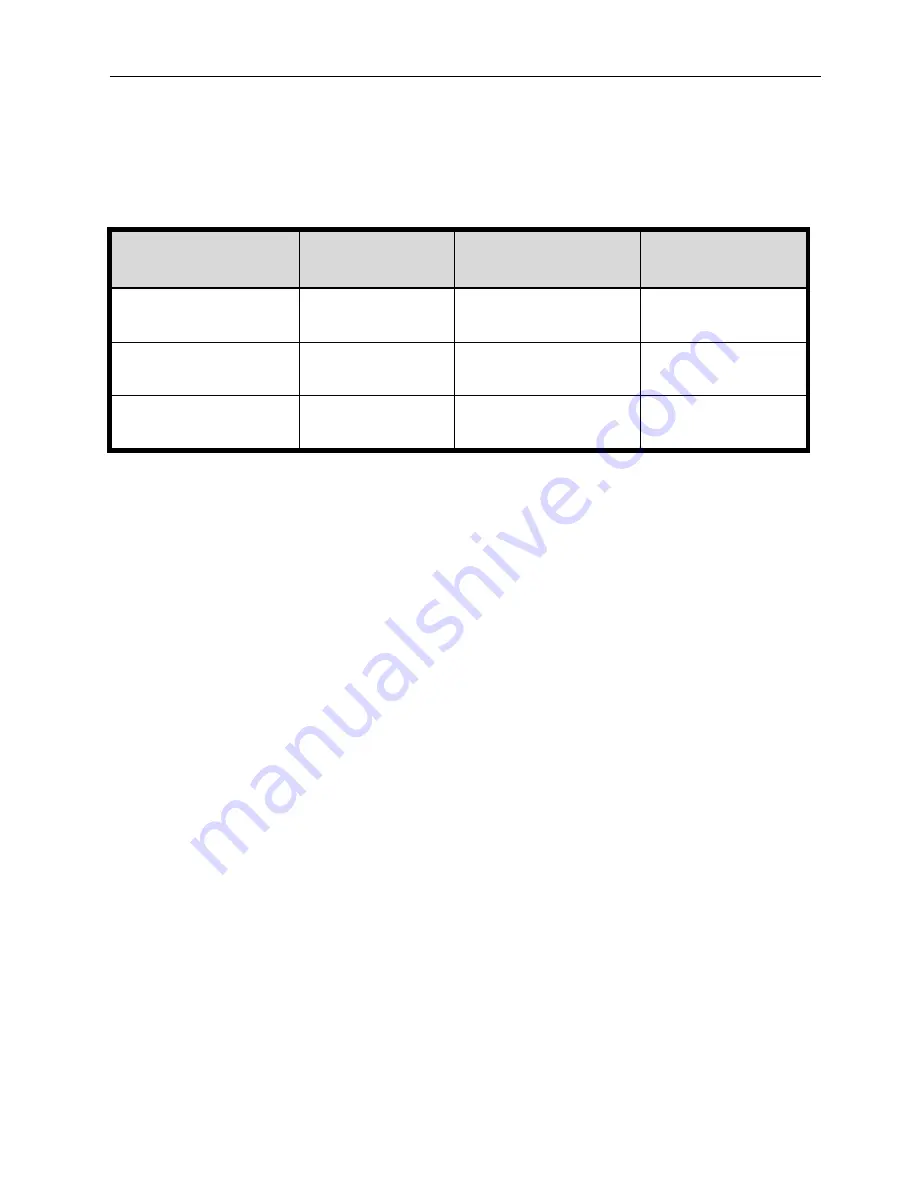
Cutter Assembly Sizes
Three standard Cutter Assembly sizes are available for the LX-150, based on the size of the
bottle being labeled and the Mandrel being used. Custom-sized Cutter Assemblies tailored to
specific needs can also be built by AFM upon request.
Cutter Size
Part Number
Approximate Bottle
Diameter
Label Lay Flat Width
Small (4 blade)
4500462
Ø
0.98” –
2.76”
(
Ø
25 –
70 mm)
Ø
1.89″
–
4.53″
(
Ø
48 –
115 mm)
Medium (5 blade)
4505152
Ø
1.57” – 4.72”
(
Ø
40 – 120 mm)
Ø
3.07” – 6.89”
(
Ø
78 –
175 mm)
Large (6 blade)
4505153
Ø
3.54
″
– 5.91
″
(
Ø
90 –
150 mm)
Ø
5.51″
– 9.45
″
(
Ø
140 –
240 mm)
Summary of Contents for LX-150
Page 1: ...LX 150 Shrink Sleeve Label Applicator User Guide ...
Page 2: ...2 Abbreviations 4510001 REV B 220620 ...
Page 4: ...4 Abbreviations 4510001 REV B 220620 ...
Page 12: ...12 Abbreviations 4510001 REV B 220620 ...
Page 76: ...76 Installation 4510001 REV B 220620 ...
Page 132: ...132 Setup 4510001 REV B 220620 ...
Page 146: ...146 Operation 4510001 REV B 220620 ...
Page 186: ...186 Electrical Schematics 4510001 REV B 220620 LX150N J002 220V Indicator Lamp Circuit ...
Page 187: ...Electrical Schematics 187 4510001 REV B 220620 LX150N J003 220V PLC ...
Page 189: ...Electrical Schematics 189 4510001 REV B 220620 LX150N J005 220V ...
Page 190: ...190 Electrical Schematics 4510001 REV B 220620 LX150N J006 220V ...
Page 191: ...Electrical Schematics 191 4510001 REV B 220620 LX150N J007 220V HMI ...
Page 192: ...192 Electrical Schematics 4510001 REV B 220620 LX150N J008 220V UR1 Unwind Circuit ...
Page 193: ...Electrical Schematics 193 4510001 REV B 220620 LX150N J009 220V UR1 Unwind Cable ...
Page 194: ...194 Electrical Schematics 4510001 REV B 220620 LX150N J010 220V Film Roll Motor ...
Page 195: ...Electrical Schematics 195 4510001 REV B 220620 LX150N J011 220V Timing Screw Motor Drive ...
Page 196: ...196 Electrical Schematics 4510001 REV B 220620 LX150N J012 220V Timing Screw Motor ...
Page 197: ...Electrical Schematics 197 4510001 REV B 220620 LX150N J013 220V Brushdown Circuit ...
Page 200: ...200 Electrical Schematics 4510001 REV B 220620 LX150N J016 220V PLC I O Extension ...
Page 202: ...202 Electrical Schematics 4510001 REV B 220620 LX150N J002 480V Indicator Lamp Circuit ...
Page 203: ...Electrical Schematics 203 4510001 REV B 220620 LX150N J003 480V PLC ...
Page 205: ...Electrical Schematics 205 4510001 REV B 220620 LX150N J005 480V ...
Page 206: ...206 Electrical Schematics 4510001 REV B 220620 LX150N J006 480V ...
Page 207: ...Electrical Schematics 207 4510001 REV B 220620 LX150N J007 480V HMI ...
Page 208: ...208 Electrical Schematics 4510001 REV B 220620 LX150N J008 480V UR1 Unwind Circuit ...
Page 209: ...Electrical Schematics 209 4510001 REV B 220620 LX150N J009 480V UR1 Unwind Cable ...
Page 210: ...210 Electrical Schematics 4510001 REV B 220620 LX150N J010 480V Film Roll Motor ...
Page 211: ...Electrical Schematics 211 4510001 REV B 220620 LX150N J011 480V Timing Screw Motor Drive ...
Page 212: ...212 Electrical Schematics 4510001 REV B 220620 LX150N J012 480V Timing Screw Motor ...
Page 213: ...Electrical Schematics 213 4510001 REV B 220620 LX150N J013 480V Brushdown Circuit ...
Page 216: ...216 Electrical Schematics 4510001 REV B 220620 LX150N J016 480V PLC I O Extension ...
Page 219: ...Diagrams and Parts Lists 219 4510001 REV B 220620 Dancer Assembly ...
Page 221: ...Diagrams and Parts Lists 221 4510001 REV B 220620 Cutter Assembly ...
Page 225: ...Diagrams and Parts Lists 225 4510001 REV B 220620 Applicator Assembly ...
Page 227: ...Diagrams and Parts Lists 227 4510001 REV B 220620 LX 150 Frame ...
Page 229: ...Diagrams and Parts Lists 229 4510001 REV B 220620 Head Height Adjust ...
Page 235: ...Diagrams and Parts Lists 235 4510001 REV B 220620 Support and Film Drive Wheel Assemblies ...
Page 238: ...238 Diagrams and Parts Lists 4510001 REV B 220620 400mm Timing Screw Assembly ...
Page 240: ...240 Diagrams and Parts Lists 4510001 REV B 220620 ...







































































