




























IT
107
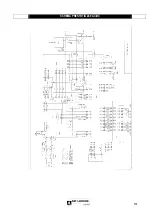
COOLERTIG 2 (PRESTOTIG 240 AC/DC) – REF. W000275844
COOLERTIG 2
(voir pages
112
)
1
2
3
1 : 230 VAC
1 : 230 VAC
2 : Connecteur de commande
2 : Control connector
3 : Mise à la terre
3 : Earth
Seulement les personnes
habilitées peuvent faire ces
branchements électriques
Only authorized people
is allowed to install
these electrical connections
REP REFERENCE
DENOMINAZIONE
1
W000265354
RADIATORE
2
W000265358
SERBATOIO 3,7 L
3
W000276235
FRONTALE COOLERTIG 2
4
W000276236
FACCIA POSTERIORE COOLERTIG 2
5
W000265357
PULSANTE DI RIEMPIMENTO
6
W000265348
TUBAZIONE DI RIEMPIMENTO
7
W000265350
GUARNIZIONE 10MM
8
W000265349
CONNETTORE RAPIDO 1/8
9
W000276242
RACCORDO – GOMITO 1/8-1/8
10
W000276243
CONNETTORE TUBO INTERIORE 1/8
11
W000265351
CONNETTORE TUBO CAOUTCHOUC 1/8
12
W000276245
TUBO INTERIORE SILICONE 5/8
13
W000265364
TUBO CAOUTCHOUC 10/17
14
W000276247
VALVE DE POMPA
15
W000276248
JOINT DE POMPA
16
W000276249
QUADRO DI CONTROLLO A001 COOLERTIG2
17
W000276250
POMPA
18
W000264435
VENTILATORE
119X119X38 24VDC
19
W000276252
TRASFORMATORE COOLERTIG 2
20
W000276706
RACCORDO PER COOLERTIG 2
Summary of Contents for SAF-FRO PRESTOTIG 240 AC/DC
Page 112: ...112 D3 PIECES DE RECHANGE COOLERTIG 2 D3 6 5 18 4 19 3 2 20 8 11 12 1 16 9 10 17 7 13 14 15 ...
Page 113: ...113 SCHEMA PRESTOTIG 240 AC DC ...
Page 114: ...114 D3 PIECES DE RECHANGE PRESTOTIG 310 AC DC D3 14 6 12 3 1 17 2 7 15 4 under 13 16 33 9 ...
Page 116: ...116 SCHEMA PRESTOTIG 310 AC DC P R E S T O T I G 3 1 0 A C D C ...
Page 117: ...117 DESCRIPTION DU PANNEAU DE REGLAGE DU PRESTOTIG 240 310 AC DC voir page 6 ...
Page 118: ...118 DESCRIPTION DU PANNEAU DE REGLAGE voir page 6 ...
Page 119: ......
Page 120: ......
Page 121: ......







































































