

























Summary of Contents for SAF-FRO PRESTOTIG 240 AC/DC
Page 112: ...112 D3 PIECES DE RECHANGE COOLERTIG 2 D3 6 5 18 4 19 3 2 20 8 11 12 1 16 9 10 17 7 13 14 15 ...
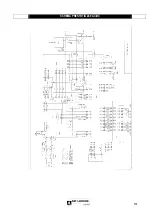
Page 113: ...113 SCHEMA PRESTOTIG 240 AC DC ...
Page 114: ...114 D3 PIECES DE RECHANGE PRESTOTIG 310 AC DC D3 14 6 12 3 1 17 2 7 15 4 under 13 16 33 9 ...
Page 116: ...116 SCHEMA PRESTOTIG 310 AC DC P R E S T O T I G 3 1 0 A C D C ...
Page 117: ...117 DESCRIPTION DU PANNEAU DE REGLAGE DU PRESTOTIG 240 310 AC DC voir page 6 ...
Page 118: ...118 DESCRIPTION DU PANNEAU DE REGLAGE voir page 6 ...
Page 119: ......
Page 120: ......
Page 121: ......







































































