





























FR
EN
18
Appuyer sur
P9
pour changer entre les paramètres mémorisés dans un programme ou les
paramètres à ajuster sur le panneau de contrôle.
RAPPEL DES DONNEES D’UN PROGRAMME :
Appuyer sur
P9
pour activer l’utilisation des programmes
Appuyer sur
P10
pour sélectionner le numéro de programme désiré
Commencer le soudage
SAUVEGARDER LES DONNEES DANS UN PROGRAMME :
Vous avez de bons réglages et vous voulez les sauvegarder.
Appuyer sur
P9
et sur
P10
pour choisir le programme désiré
Si le programme est libre, la led
L23
(SET) clignote. Si le programme est déjà utilisé,
la led
L22
reste allumée.
Vous pouvez toujours changer les paramètres si vous le désirez
Appuyer sur OK, bouton
P11
Appuyer sur
P9
2 fois et vous verrez que ce programme est actif
(L22
s’allume) et
vous pouvez commencer de souder.
REGLER LES PARAMETRES DANS UN PROGRAMME :
Vous pouvez rappeler les paramètres d’un programme comme suit.
La led
L22
doit être allumée.
Appuyer alors sur
P9
, la Led
L23
(SET) doit s’allumer.
Régler vos paramètres.
Appuyer sur OK, bouton
P11
pour sauvegarder les paramètres.
Use
P9
Button to switch between using parameters from a program or the
parameters ajusted on the interface.
RECALLING DATA FROM A PROGRAM :
Press
P9
button to activate the usage of memory program
Use
P10
buttoin to select the program you want
Start Weld
TO SAVE THE SETTINGS IN A PROGRAM :
You have good welding settings and you want to save them.
Press the
P9
button and the
P10
to select the Program you want.
If the program is free, the SET Led
L23
is blinking the program is free. If
the program is used the led
L22
will be light.
You can still change the parameter of the welding if you need.
Press the OK button
P11
Press the
P9
button twice and you will see that the channel is in use
(L22
light
)
and you can start weld.
TO ADJUST THE SETTINGS IN A PROGRAM :
You can recall the program parameters as indicated above.
The Programs led
L22
should be light.
Then you press the
P9
button, SET Led
L23
should Light.
Adjust your parameter.
Press OK button
P11
to save the parameters.
C14. FONCTIONS SUPPLEMENTAIRES
C14. ADDITIONAL FUNCTIONS
Cette machine possède des fonctions et des réglages qui ne sont pas visibles sur le
panneau de contrôle. Le soudeur n’a pas besoin de cette fonction lors d’une opération de
soudage normale, mais elles peuvent être utiles pour des applications particulières.
Ces fonctions sont appelées « fonctions digitales », car elles sont accessibles par une
sélection digitale. Elles sont ON / OFF ou standard / ajustable.
a) Les fonctions SETUP A sont utilisées comme suit :
1. Appuyer longuement sur le bouton
2T / 4T (P12)
2. Choisissez le numéro de la fonction digitale désirée en appuyant sur les flèches
P4
et
P5
3. Changer le réglage de cette fonction en utilisant le bouton principal
R1
.
4. Une fois le changement effectué, sauvegardé le nouveau réglage en appuyant une
nouvelle fois sur le bouton
2T / 4T (P12)
fonctions digitales.
Les réglages usine sont indiqués en caractères gras.
The machine has additional functions and selections that are not visible on
the panel. A welder does not need these functions for normal welding, but
they can be a solution in “special welding” situations. These functions are
called “digital functions” because they are accessible via digital selections.
The functions are: on / off, and standard or adjustable settings.
a) The functions SETUP A are used as follows :
1. Push the Button
2T / 4T (P12)
for a long time
2. Choose the number of the digital selection you need by pressing the Arrow
button
P4
and
P5.
3. Change the settings of the digital selections using the main Knob
R1
.
4. Once you have made the desired changes, save the new settings by
pressing again setup Button
2T / 4T (P12)
. Digital selection functions
Factory settings are Bold.
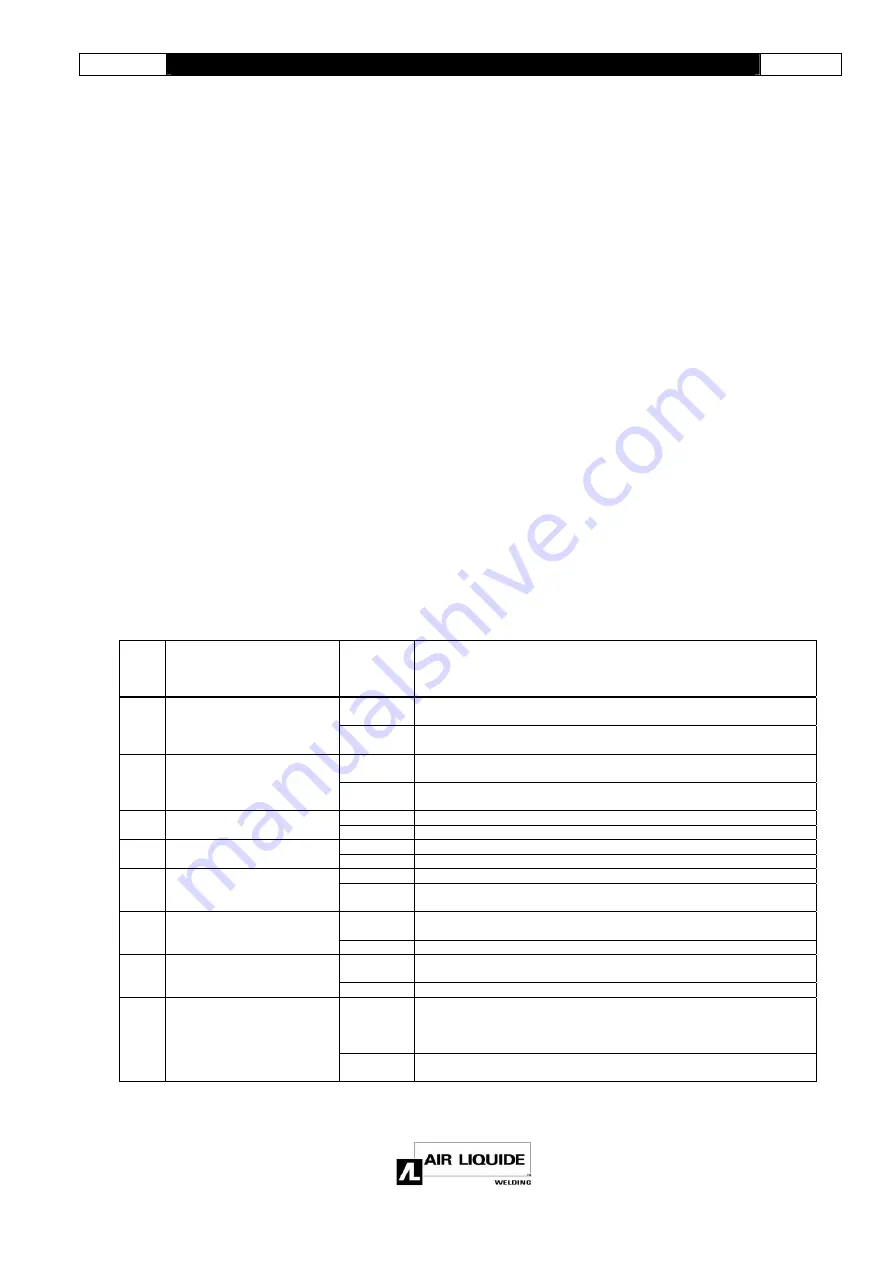
*C = Commun : applicable sur tous les programmes
Les réglages usine sont en caractères gras
*C = Common: applies to all programs
Factory setting with a Bold text background
ON
Le temps de montée progressive est réglé en fonction du courant.
The up slope time is determined by the current
A1
Indexage de la montée progressive (*C)
Upslope current dependency (*C)
OFF
Le temps de montée progressive reste sur la valeur réglée
The up slope time remains as set.
ON
Le temps d’évanouissement est réglé en fonction du courant.
The down slope time is determined by the current
A2
Indexage de l’évanouissement (*C)
Downslope curent dependency *C)
OFF
Le temps d’évanouissement reste sur la valeur réglée
The down slope time remains as set
ON
L’anti-collage TIG est actif / TIG Antifreeze ON.
A3
Anti-collage TIG (*C)
TIG Antifreeze (*C)
OFF
L’anti-collage TIG est inactif / TIG Antifreeze OFF.
ON
L’anti-collage électrode enrobée est actif / MMA Antifreeze ON.
A4
Anti-collage électrode enrobée (*C)
MMA Antifreeze (*C)
OFF
L’anti-collage électrode enrobée est inactif / MMA Antifreeze OFF.
ON
Mode VRD : tension de repos < 35 V / VRD mode: idle voltage < 35 V
A7
VRD réduction de la tension à vide
(*C) / VRD (*C)
OFF
Tension à vide nominale 63 VDC
Rated load voltage 63 VDC
ON
En mode 2 temps, arrêt de l’évanouissement avec une impulsion brève sur la gâchette
In 2T mode, cut off the down slope with a quick push of the start button.
A8
Arrêt de l’évanouissement en 2 T
2T downslope cut OFF
OFF
Une impulsion sur la gâchette n’a aucun effet / Quick push has no effect
ON
Si le soudage à durer moins de 3 secondes, pas d’évanouissement quand le soudage est arrêté
If welding has lasted less than 3 seconds, no down slope when welding is stopped
A9
Pointage automatique
Tacking automatics
OFF
La fonction pointage automatique est désactivée / Tacking automatics OFF.
ON
Si le courant est supérieur à 100A et la montée progressive à 0.0s il y a une montée de
0.2 s à la moitié du courant de soudage
If the current is over 100A and UpSlope is 0.0sec., there is a 0.2sec slope from half the
welding current.
A10
Limitation du taux de montée en
courant pour fort courant
Limitation of rate of current rise with
high currents
OFF
Le courant monte directement à sa valeur maximum
Current rises directly to maximum value
Summary of Contents for SAF-FRO PRESTOTIG 240 AC/DC
Page 112: ...112 D3 PIECES DE RECHANGE COOLERTIG 2 D3 6 5 18 4 19 3 2 20 8 11 12 1 16 9 10 17 7 13 14 15 ...
Page 113: ...113 SCHEMA PRESTOTIG 240 AC DC ...
Page 114: ...114 D3 PIECES DE RECHANGE PRESTOTIG 310 AC DC D3 14 6 12 3 1 17 2 7 15 4 under 13 16 33 9 ...
Page 116: ...116 SCHEMA PRESTOTIG 310 AC DC P R E S T O T I G 3 1 0 A C D C ...
Page 117: ...117 DESCRIPTION DU PANNEAU DE REGLAGE DU PRESTOTIG 240 310 AC DC voir page 6 ...
Page 118: ...118 DESCRIPTION DU PANNEAU DE REGLAGE voir page 6 ...
Page 119: ......
Page 120: ......
Page 121: ......







































































