






















9
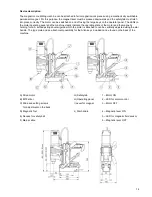
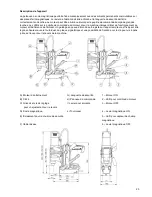
Arbeiten mit Kernbohrer
Auswerferstift (Zentrierstift) durch den Kernbohrerkopf schieben.
Kernbohrer mit Weldonschaft, werden mit den Klemmschrauben (DIN 913) auf den beiden Spannflächen
festgespannt.
Immer Handschuhe tragen da scharfkantig. Verletzungsgefahr!
Den Kernbohrer aufsetzen und das Werkstück anbohren bis die ganze Schnittfläche als Kreisring ausgebildet
ist.
Während des Bohrvorgangs sollte der Kernbohrer ständig gekühlt werden. Optimale Kühlung ist durch unsere
Kühlmitteleinrichtung mittels Innenkühlung möglich.
Während des Bohrens den Antriebsmotor nicht abschalten und nach dem Bohrvorgang den Kernbohrer bei
laufendem Motor zurückziehen.
Nach jedem Bohren Späne und Kern entfernen.
Späne mit Spänehaken entfernen. Nicht mit bloßer Hand anfassen. Verletzungsgefahr!
Besonderheiten im Umgang mit schaltbaren Permanentmagneten
Auf der Unterseite der Magnetkernbohrmaschine befindet sich die Magnethaftfläche, welche im aktivierten Zustand
über den Magnetfluss die Haftkraft erzeugt. Der Magnet lässt sich unabhängig von der Netzspannung über das
Herunterdrücken des Hebels aktivieren. Zum Lösen muss die schwarze Sicherheitslasche mit dem Handballen
hineingedrückt und der Hebel nach oben gezogen werden. Auch bei einem Stromausfall bleibt die Maschine am
Werkstück haften.
Materialstärke
Der Magnetfluss des TML Permanentmagneten benötigt eine Mindestmaterialstärke von ca. 8 mm, um das
Werkstück vollständig zu durchfluten. Ist diese Materialstärke nicht gegeben reduziert sich die maximale Haftkraft
in Abhängigkeit von der Materialstärke. Herkömmliche Elektro- oder Permanent-Magnete haben ein sehr tief
reichendes Magnetfeld, ähnlich der Pfahlwurzel eines Baums und benötigen für das Erreichen der maximalen
Haftkraft eine hohe Materialstärke von mehr als ca. 25 mm. Das kompakte Magnetfeld der TML Magnete ist ähnlich
einer Flachwurzel und erreicht schon bei geringen Materialstärken die maximale Haftkraft, sodass auch auf dünnen
Blechen ab 3-4 mm mit ausreichend Haftkraft gebohrt werden kann.
Werkstoff
Die Tragfähigkeit der Permanentmagneten wird auf einem S235 Material ermittelt. Stähle mit einem hohen
Kohlenstoffanteil oder einer durch Wärmebehandlung geänderten Struktur haben eine geringe Haftkraft. Auch
geschäumte oder porenbehaftete Gussbauteile haben eine geringere Haftkraft.
Material
Magnetkraft in %
Unlegierter Stahl (0,1-0,3% C - Gehalt)
100
Unlegierter Stahl (0,3-0,5% C - Gehalt)
90-95
Stahlguss
90
Grauguss
45
Nickel
11
Edelstahl, Aluminium, Messing
0







































































