




















26
45-074, REV. 5/18
8. Lubricate the I.D. of the seal tube and O.D. of the shaft
pressure seal with a light film of clean petroleum jelly.
Align the small I.D. end of the seal tube with the seal
seat in the mounting flange. Install the back-up ring
and pressure seal in the tube with lips of the seal face
up (Figure 5-34). Insert the seal driver in the tube and
firmly push seal seat with a rotating action.
NOTICE
After installing the seal in the mounting
flange, examine the seals condition. If
damaged or improperly installed, you
must replace it before continuing with
reassembly.
9. Install the 49mm (1.937 in.) I.D. seal in the flange.
10. A light coat of Loctite Primer NF in tapped holes of
housing is recommended. Allow primer to air dry for at
least 1 minute. Do not force dry with air jet; the primer
will blow away.
NOTICE
Primer is optional. With primer, Loctite
curing time is approximately 15 minutes.
Without primer, curing time is approximately
6 hours.
11. Apply 3 or 4 drops of Loctite sealant at the top of the
threads for each of the four holes in the housing. Do
not allow parts with Loctite applied to come in contact
with any metal parts other than those for assembly.
Wipe off excess Loctite from the housing face, using
a non-petroleum base solvent.
NOTICE
Do not apply Loctite to threads more than
15 minutes before installing capscrews.
If the housing stands for more than 15
minutes, repeat application. No additional
cleaning or removal of previously applied
Loctite is necessary.
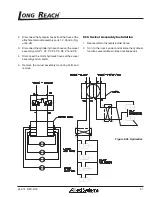
12. Before installing the mounting flange and seal assem-
bly over the shaft, place a protective sleeve or bullet
over the shaft. Then lubricate the space between the
exclusion seal and pressure seal, as well as the lips
of both seals. (Figure 5-35)
Dust Seal
Pressure
Seal
Output Shaft
Back-Up
Ring
Seal
Bearing
Race
Interior of
motor
This lip to
face inward
Apply petroleum jelly across this area
Figure 5-35, Output Shaft Lubrication
13. Install the mounting flange. Rotate the mounting flange
slowly while pushing down over the shaft. Be careful
not to invert or damage the seals.
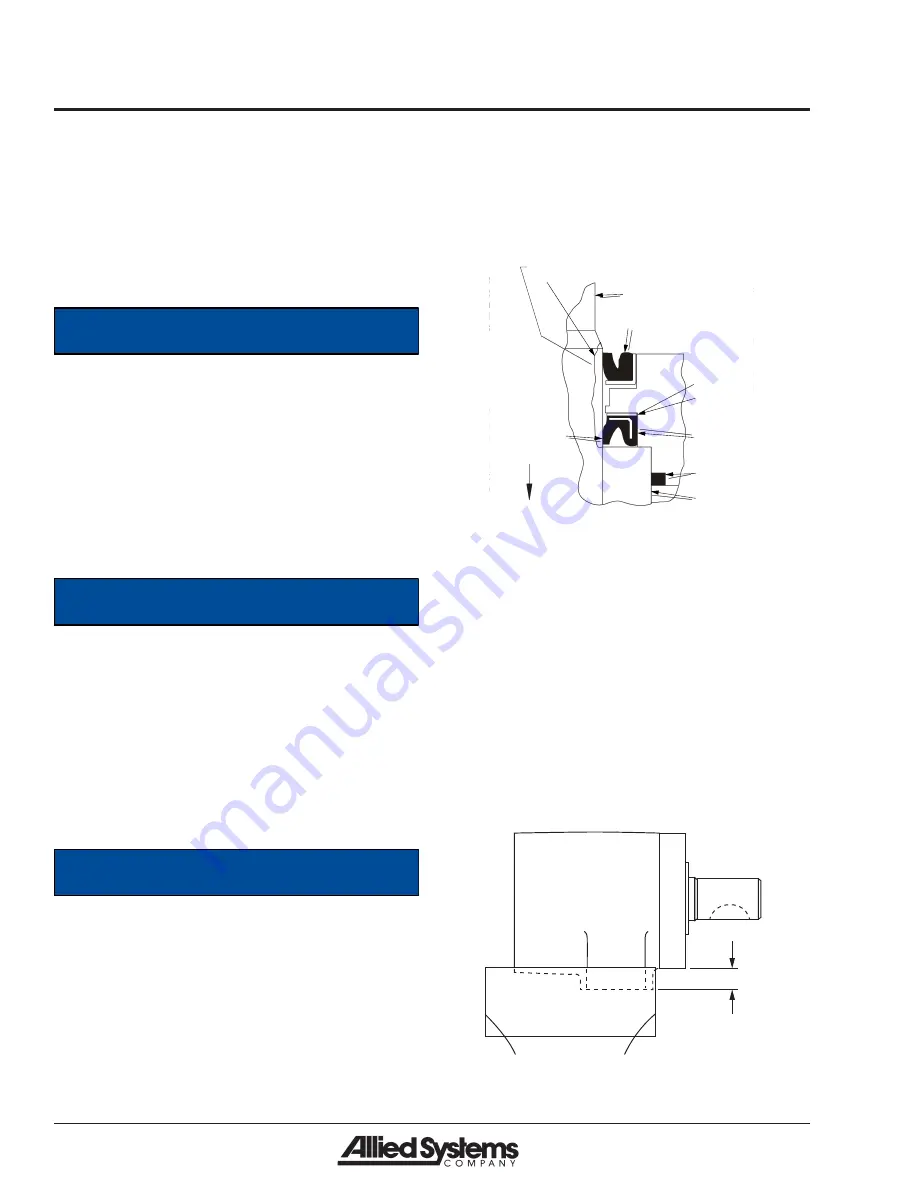
14. After removing the bullet, clamp the motor in a vise.
Make sure the shaft cannot fall out. Install dry cap-
screws and alternately torque them immediately to
250 lb-in. If you use a primer, allow to cure for 10 to
15 minutes. Without primer, allow 6 hours for curing
time before subjecting the motor to high torque rever-
sals. On all other applications, you can run the motor
immediately. (Figure 5-36)
1/2 in. (13mm)
Figure 5-36, Motor Clamping







































































