














Menu
Select program
Selection
Enter
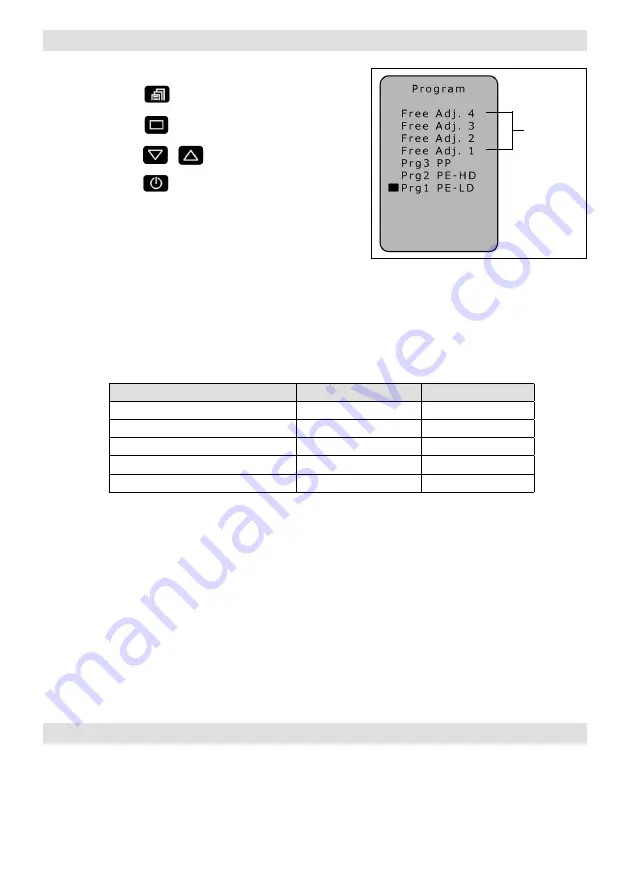
Programs 1-3
are provided with preset parameters which can be adjusted during the welding process.
The adjustments are not saved!
The free settings 1-4 are preset in the factory and can be programmed freely. The parameters are saved even
after the device has been switched off.
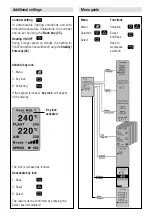
Setting the output volume
• Move the cursor to the «SPEED» position by pressing the
Select key (28).
• Set the output value (30-100 %) by using the
Up (29)
or
Down (27)
key.
Setting the PLAST and AIR temperature
• Move the cursor to the «PLAST» or «AIR» position by pressing the
Select key (28).
• Set the temperature value by using the
Up (29)
or
Down (27)
key.
The
welding program (17)
which is currently set can be seen in the workspace.
The display of the materials may vary according to the machine and software versions.
Free
setting
1-4
Welding program
Ideal PLAST [°C]
Ideal AIR [°C]
Free set 1 – 4
230
260
Prg1 PE-LD
220
260
Prg2 PE-HD
230
260
Prg3 PP
240
260
Prg0 PVC-U
200
300
Program: the display of the materials may vary according
to the machine and software versions.
Welding parameters
• Release
drive locking device (4)
and let go of the
on/off switch for the drive (2)
Remove welding material in the welding shoe, so that the welding shoe will not be damaged the next time the
device is started up.
• Turn off the heating with the
Standby/Enter key (26).
• Allow device to cool down for approx. 5 minutes.
• Turn off
main switch (1).
Turning the device off







































































