

























MD Series
3. Packaging
3-1
3.
Packaging
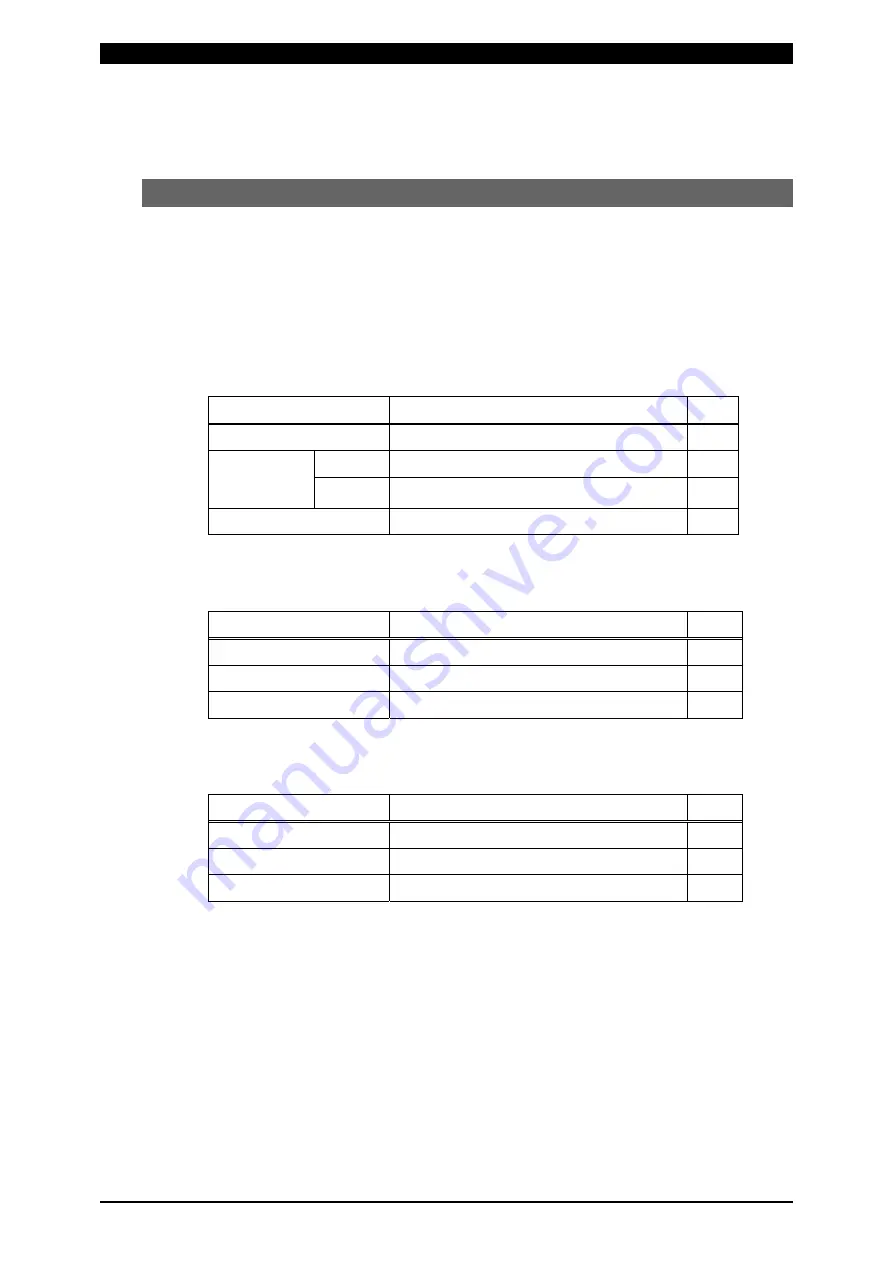
(1) Accessories
The model numbers of accessories are subject to change without notice.
Depending on the part to be changed, the mounting screw shape may change
and a necessary tool may be different. For the latest parts information, contact a
nearest sales office.
MD-A10000A-00-00/-00-01/-00-02/-00-03/-00-04/-00-05/-00-06/-00-07/-00-08/
-00-09/-00-10/-00-11/-00-12/-00-13/-00-14/-00-15/-00-16/-00-17/-00-18/
-00-19/-00-20/-00-21/-00-22/-00-23, MD-B5000A-00-00/-00-01
Item Model
No.
Q’ty
Operation manual
AS1185850(OM1185326,OM1185327)
1
Connector
(D-Sub, 25
pins, Male)
Case HDB-CTH(10)
1
Plug HDBB-25(05)
1
V SENS cable (1.5 m) 44904
1
MD-A10000A-00-30/-00-31, MD-B5000A-00-30/-00-31
Item Model
No.
Q’ty
Operation manual
AS1185850(OM1185326,OM1185327)
1
Control cable 600
AS1155728
1
Coil cable 600
AS1158001
1
MD-A10000A-00-32/-00-33
Item Model
No.
Q’ty
Operation manual
AS1185850(OM1185326,OM1185327)
1
Control cable 3000
AS1155729
1
Coil cable 3000
AS1155727
1
Summary of Contents for MD Series
Page 111: ......







































































