THIN-LINE
®
SERIES 180M WELD HEADS
990-133
4-1
CHAPTER 4
USER MAINTENANCE
Section I. General Maintenance
Inspection
Clean all electrical connections every six months to minimize welding circuit resistance. Inspect all
bearings and braces for excessive wear every three years and replace as necessary.
Lubrication
All bearing surfaces are designed for non-lubricated operation. Do
not
oil any bearings or sleeves
except
for the use of a dry lubricant on weld heads used in automated, air actuated systems.
Section II. Electrode Cleaning
1
Re-surface tips periodically to remove
oxides and welding debris from the
electrodes.
2
Set the
WELD/NO WELD
Switch on
the welding power supply, or control, to
the
NO WELD
position.
3
Clean the electrodes using 400 to 600
grit emery paper. Fold the emery paper
over a
flat, rigid backing
with the grit
surface facing out. The rigid backing
will maintain the "flatness" of the
electrode face during cleaning.
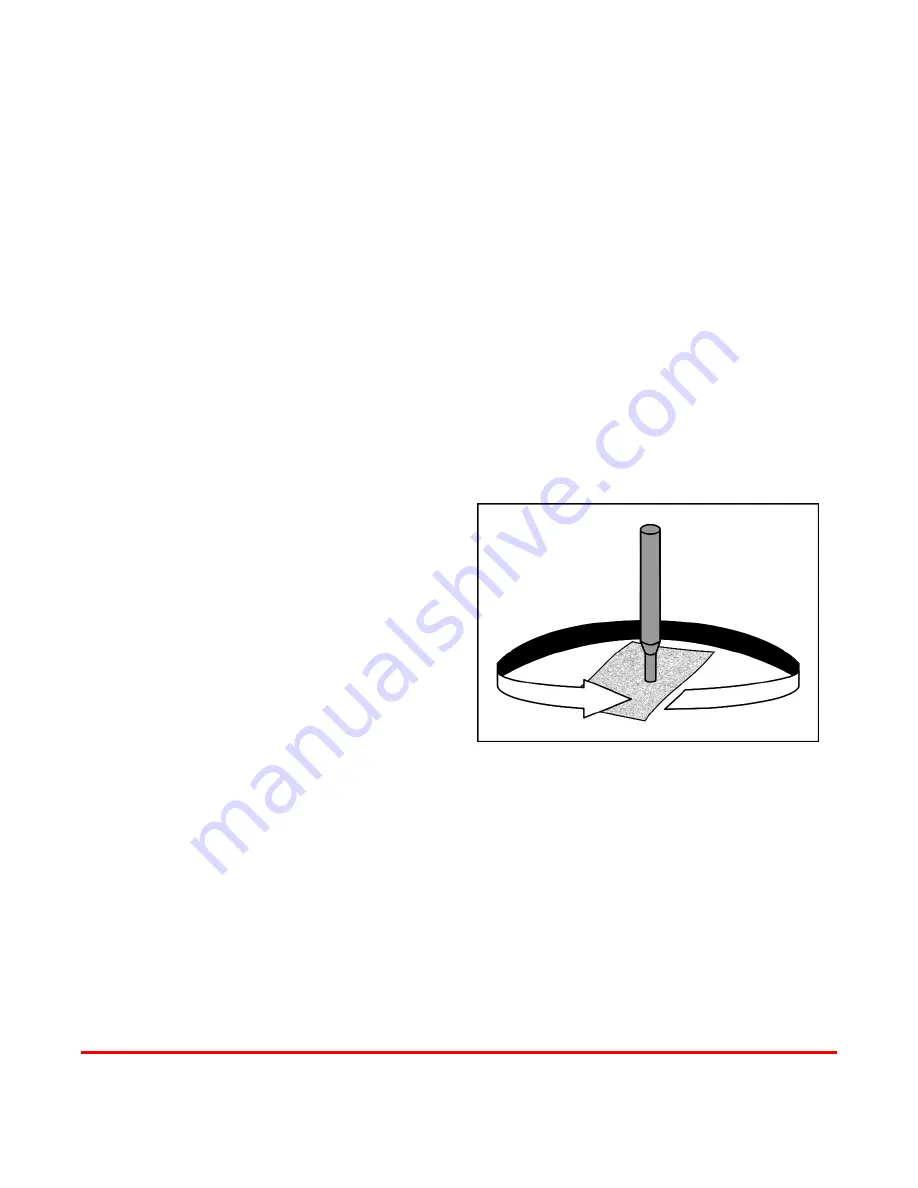
4
Place emery paper and backing between electrodes. If the head is air actuated, reduce the
pressure on the top of the cylinder. Actuate the head. The electrodes should contact with the
paper with a force which is low enough to allow the paper to be moved without damaging its
surface. Move the paper in a circular motion while maintaining the contact force.
5
Wipe the electrodes so that they are clean.
Summary of Contents for THIN-LINE 180 M Series
Page 1: ...990 133 REV F WELD HEAD THINLINE 180 M SERIES OPERATION MANUAL ...
Page 34: ......
Page 38: ......
Page 42: ......