
























10
Service Department: 888.270.6879
“WARNING”
LOCK OUT POWER before performing any cleaning, oiling, maintenance, or trouble shooting.
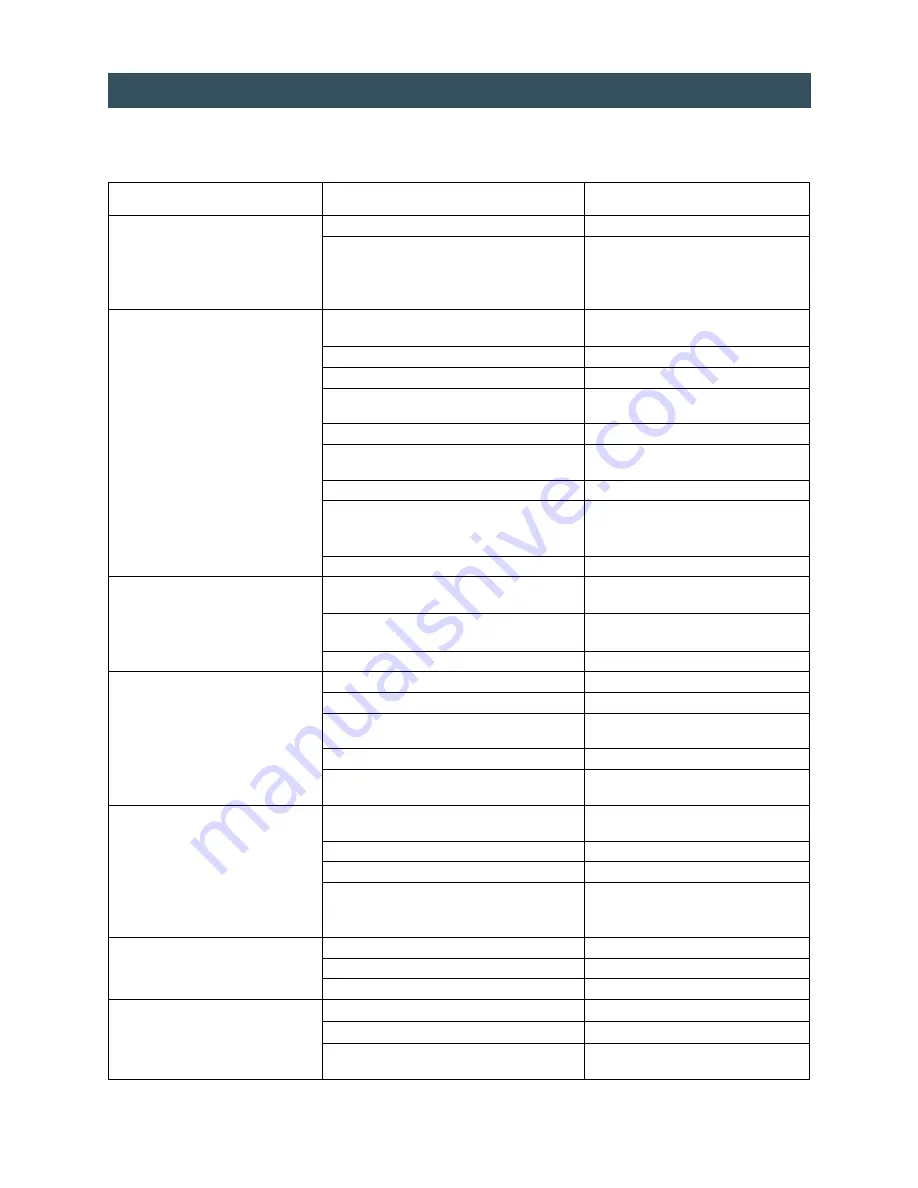
TROUBLE SHOOTING
PROBLEM
POSSIBLE CAUSE
REMEDY
Defective STOP button.
Check continuity (N.C.) If bad, replace.
Machine will not turn off using STOP
buttons.
Contacts burned together in reversing contactor.
Check each leg of forward side of
contactor for continuity. There should be
no continuity. If there is, consult factory
for replacement part.
Machine will not run in forward or
reverse.
If power light is illuminated, proceed to possible
cause seven.
1) No power.
Check power supply.
2) Key switch off.
Turn on.
3) Fuse blown in disconnect.
Remove each fuse and check for
continuity. If bad, replace.
4) Overload tripped in panel.
Reset.
5) Control transformer fuse blown.
Remove fuse and check for continuity. If
bad, replace.
6) Stop button stuck “in”.
Check buttons.
7) Loose wire in panel.
Check terminal strip for disconnected or
loose wires. Reconnect and tighten loose
wires to proper location on strip.
8) Defective contact block on stop button.
Check block for continuity. If bad, replace.
Motor hums or buzzes, but will not turn
in either forward or reverse.
One leg of the 3 phase power is dead (single
phasing).
Remove each fuse. Check for continuity in
the power supply and disconnect.
Contacts burned in contactor and not making a
connection on one leg.
Consult factory for replacement contactor.
Defective or damaged motor.
Consult factory for replacement motor.
Overload tripping.
Low voltage.
Check voltage.
Current relay set too high.
See instructions on previous page.
Motor overheating.
Check motor cooling fan for objects
obstructing air flow.
Cutter-head is dirty or not lubricated
Clean and lube.
Defective or damaged motor.
Conduct amperage test. Consult factory
for replacement motor.
Machine will not run in forward but will
run in reverse.
Defective forward button.
Check contact block for continuity. If bad,
replace.
Disconnected wire on forward button.
Check and reconnect.
Disconnected wire on current relay.
Check and reconnect.
Current relay stuck open.
Clean relay. Free up center spool. Check
continuity. If bad, consult factory for
replacement relay.
Machine will not run in reverse but will
run in forward.
Defective reverse button.
Check for continuity. If bad, replace.
Disconnected wire on reverse button.
Check and reconnect.
Defective coil in reverse side of contactor.
Consult factory for replacement coil.
Shredding capacity is low.
Cutter-head not lubricated.
Clean and oil cutter-head.
Low voltage.
Check voltage at power supply.
Current relay set too low.
See instructions on previous page.
Summary of Contents for AMS-150-SSD
Page 13: ...13 Service Department 888 270 6879 MAINTENANCE CHECKLIST DAILY ...
Page 14: ...14 Service Department 888 270 6879 MAINTENANCE CHECKLIST WEEKLY ...
Page 15: ...15 Service Department 888 270 6879 MAINTENANCE CHECKLIST MONTHLY ...
Page 16: ...16 Service Department 888 270 6879 MAINTENANCE CHECKLIST YEARLY ...
Page 24: ...24 Service Department 888 270 6879 ELECTRICAL DIAGRAM 1 5 HP MODELS 120V 1 PHASE ...
Page 25: ...25 Service Department 888 270 6879 ELECTRICAL DIAGRAM 1 5 HP MODELS 220V 1 PHASE ...
Page 26: ...26 Service Department 888 270 6879 ELECTRICAL DIAGRAM 1 5 HP MODELS 208V 3 PHASE ...
Page 27: ...27 Service Department 888 270 6879 ELECTRICAL DIAGRAM 1 5 HP MODELS 230V 3 PHASE ...
Page 29: ...29 Service Department 888 270 6879 ELECTRICAL DIAGRAM 1 5 HP MODELS 575V 3 PHASE ...
Page 30: ...30 Service Department 888 270 6879 ELECTRICAL DIAGRAM 3 HP MODELS 208V 3 PHASE ...
Page 31: ...31 Service Department 888 270 6879 ELECTRICAL DIAGRAM 3 HP MODELS 230V 3 PHASE ...
Page 32: ...32 Service Department 888 270 6879 ELECTRICAL DIAGRAM 3 HP MODELS 460V 3 PHASE ...
Page 33: ...33 Service Department 888 270 6879 ELECTRICAL DIAGRAM 3 HP MODELS 575V 3 PHASE ...







































































