














Page 60 of 60
DCS-***, DCN-*** Type
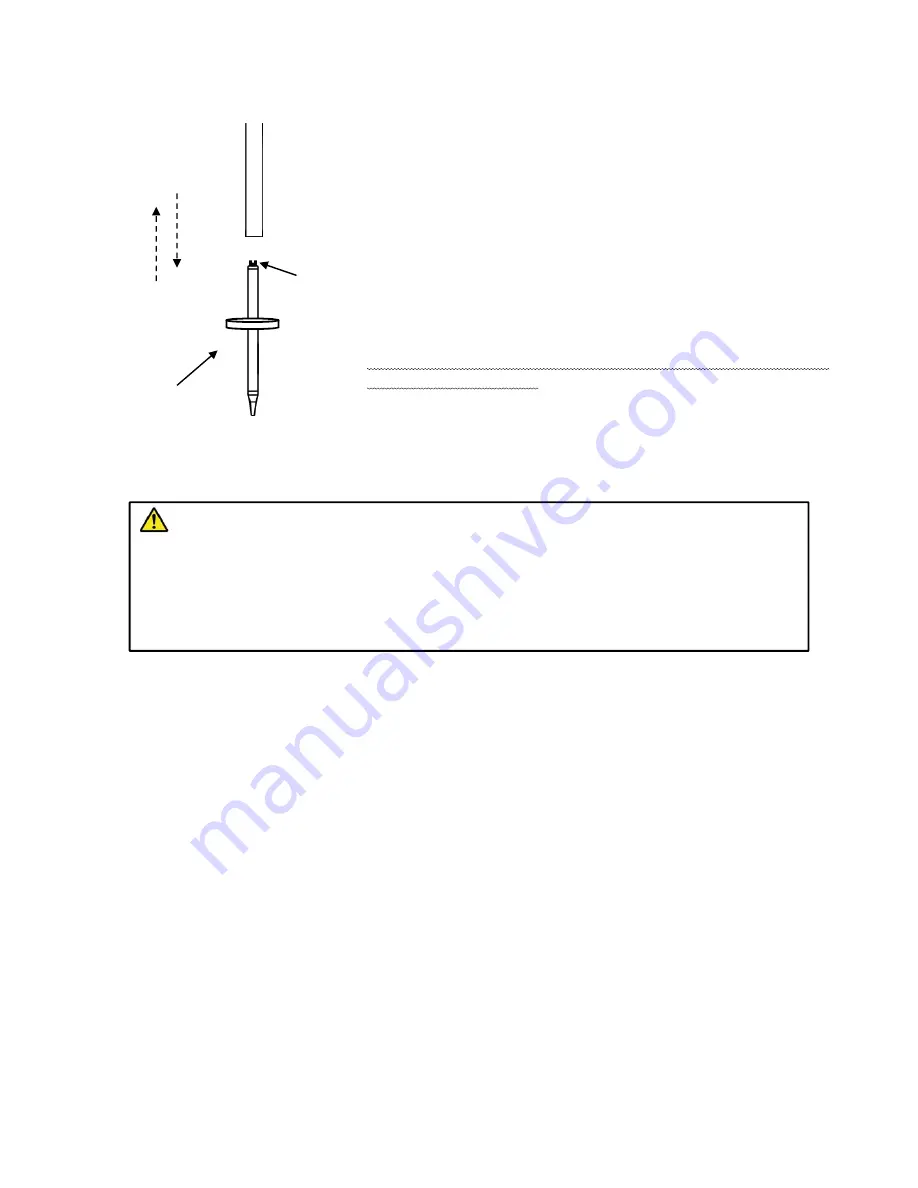
1) Make sure to turn the power off and let the iron cartridge
cool down. Pull down on the iron cartridge to remove.
If it does not come out, use a silicone tube to pull it down using
“some force”.
2)To insert the new iron cartridge, insert gently until it reaches
the end of the cartridge tube.
Turn it until you feel the key drop or click into position.
When you feel it click, insert it firmly.
*Do NOT insert the iron while the key is in the incorrect position
or the key is damaged.
2) Slip the silicon ring over the iron cartridge.
Apollo Seiko Ltd.
2271-7 Jinba, Gotenba-shi,
Shizuoka, Japan
〒
412-0047
TEL:+81-(0)550-88-2828
FAX: +81-(0)550-88-2830
E-mail: sales@apolloseiko.co.jp
URL: http://www.apolloseiko.co.jp
Pull out to remove
Insert gently to fit
Key position
Silicon ring
Caution
Make sure to turn the power off and let the iron cartridge cool down.
Carry out “Auto Tuning” after replacing the iron cartridge.
Make sure that the displayed temperature on the temperature controller and the
temperature measured by the tip thermometer are matched after replacing the iron
cartridge.


























































