























-8-
VII. REMOVING AND REPLACING THROUGH-HOLE COMPONENTS
(ENSURE THAT YOU ARE IN AUTO MODE)
A. Prepare board surface and component to be inserted appropriately
B. Ensure laser light locator is centered in wave nozzle
C. Enter program # desired (in edit mode)
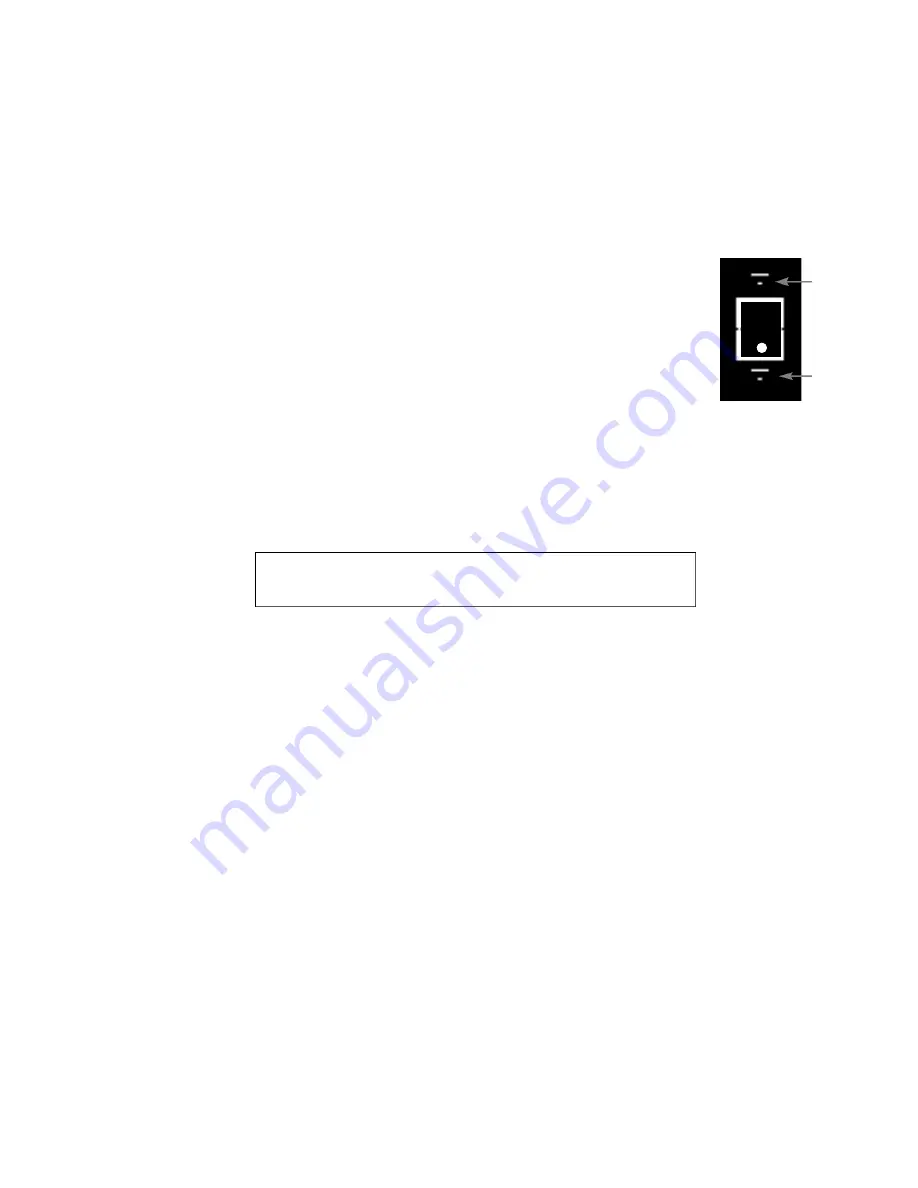
D. Ensure position switch is in Remove (down) position (see fig. 4)
E. Press foot pedal and wave will activate for wave time indicated
F. Remove component with tweezers while wave is activated
G.
(For GW-10A only, machine with blowoff feature):
1. Press position switch to Insert (up) position (see fig. 4)
2. Place blowoff nozzle flush onto holes on board
3. Press foot pedal and nozzle will activate for blowoff time indicated
4. Remember to press position switch back to Remove (down) position
before next step
H. Press foot pedal and insert part while wave is active
(apply flux if required)
I. Remove board to let solder joint cool
IX. SHUTDOWN
CAUTION
: After turning off main power, leave unit plugged in for 1 hour
minimum to cool unit.
A. Turn main power OFF at rear of unit. Last program will be saved for next startup.
X. MAINTENANCE
A. Solder Surface:
As a natural result of oxidation, a film of oxide (dross) will appear on the sur-
face of the solder. The oxide film protects and inhibits further oxidation of the
s o l d e r. But the accumulation of too much dross is not desirable.
Remove this dross daily using a stainless steel spoon or ladle. After removing
the dross, restore solder to correct level by adding solder bars to the pot.
B. Solder Quality:
In time the solder may become contaminated. Check the solder annually or
more frequently if necessary. A small sample may be sent to your local solder
supplier or to a qualified lab for analysis.
To remove copper contamination from solder, set the solder pot temperature to
369°F (187°C) and keep it ON for 8 hours. Excess copper-rich solder can be
skimmed off from the top of the solder. For better results repeat this procedure
2-3 times.
Note:
This procedure applies only to eutectic tin/lead alloy (Sn63/Pb37).
N O T E :
If you have no blowoff option, always leave
position switch in the remove position.
position switch
Insert
Remove

























































