




























5-14
SET-UP AND SAFE OPERATING PROCEDURES
89210000
ELECTRODES
The most important part of the N6000 System is the electrode. Since the N6000 system uses
only DC power, the electrodes must be formulated and manufactured for use exclusively with
Direct Current.
The use of Arcair Jointed Jetrod Copperclad DC Electrodes is highly recommended. These
electrodes are manufactured to Arcair specifications to provide the best electrical conductivity, to
maintain proper electrode diameter at the point of the arc, and to minimize carbon sublimation.
A male/female joint enables electrodes to be joined together while the gouging operation is
taking place.
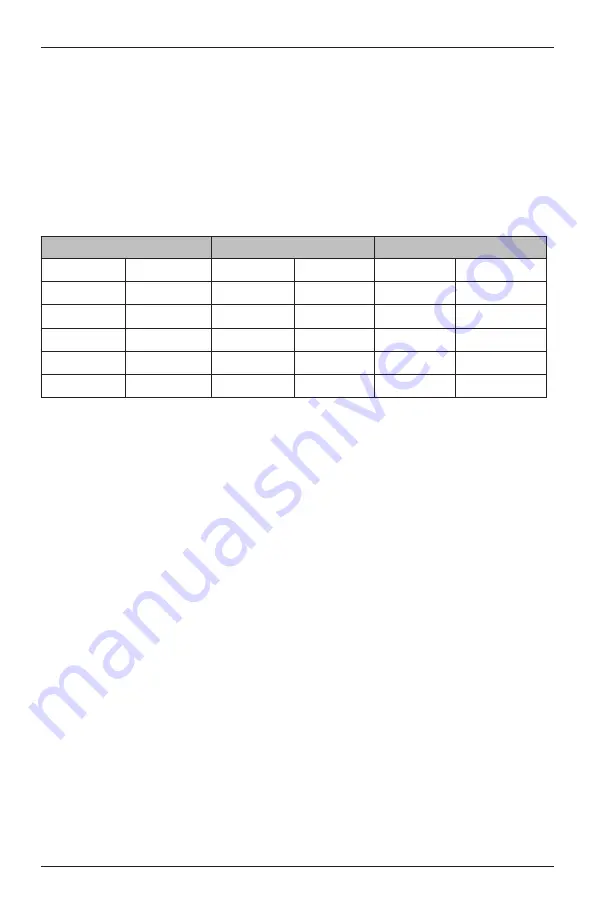
Electrode Side Diameter
Gouge Width
Amperage
Inches
mm
Inches
mm
Min
Max
5/16
7,9
7/16
11,1
400
450
3/8
9,5
1/2
12,7
450
600
1/2
12,7
13/16
20,7
800
1000
5/8
15,9
15/16
24,9
1000
1250
3/4
19,1
1-1/16
27,0
1250
1600
TABLE 1 ELECTRODE SELECTION
The formulation and design of the Jetrod electrodes embody numerous laboratory-proven
advantages under the user’s production conditions. Among these advantages are:
• Cooler operation due to a small incandescent area at the tip and joint.
• Excellent arc stability.
• High metal-removal rates.
• Uniformity of diameter.
• Clean grooves or cuts.
SELECTING THE PROPER ELECTRODE DIAMETER
Your choice should be based on the depth and width of the gouge you need. If you want a
gouge 1-1/2 times greater than the diameter of the electrode being used, make the groove in
two or more passes.
If you want a gouge wider than what is shown in Table 1, make the groove in two or more
passes or oscillate the Torch Head.
KEEPING ELECTRODES DRY
Keep electrodes dry. Damp electrodes should be dried before using. (Ten hours at 300°F
[176.7°C]) Wet electrodes may shatter from internal steam pressure when the arc is struck.
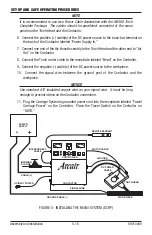
The N6000 Automatic System







































































