


















2.
Faulty components in the unit, return for repair or have authorised technician repair.
B. Low cutting output
1.
Incorrect setting of cutting current (A), check and adjust to correct setting.
2.
Faulty components in unit, return for repair or have authorised technician repair.
C. Torch can cut but the cutting quality is poor
1.
Current (A) control set too low, increase current setting.
2.
The torch moves too fast across the workpiece, reduce cutting speed.
3.
Excessive oil or moisture in torch, hold torch 1/8 inch (3 mm) from clean surface while purging and
observe oil or moisture buildup (do not activate torch). If there are contaminants in the air additional
filtering may be needed.
4.
Lack of air pressure. Please check the air pressure and air flow, adjusting it to the correct pressure.
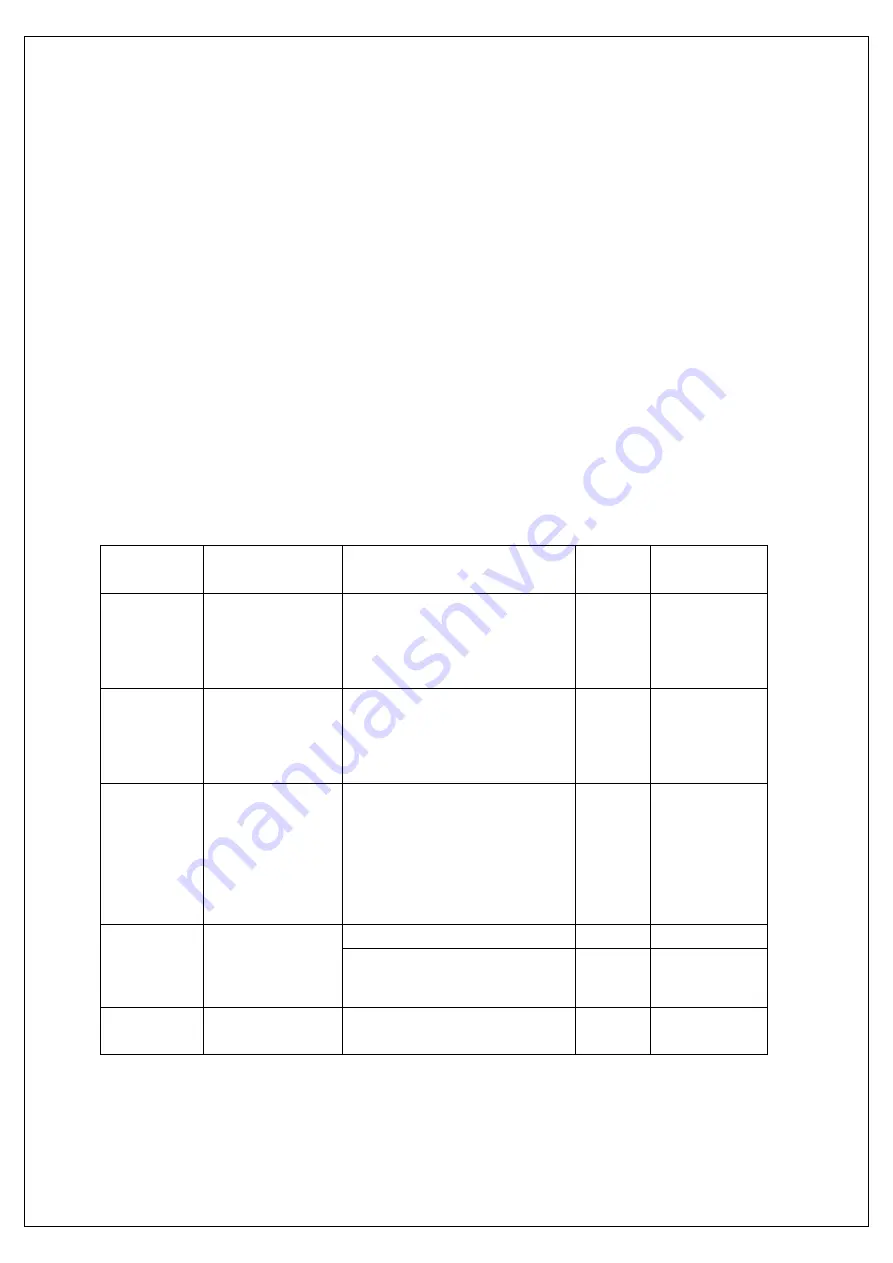
5.2 Mainframe and Selectable Packing
Chart 5.1 list
Serial number
Accessories name
Specifications and Models
Quantity
mountings code
1
Mainframe
ArcoCut 100i cutting power(3-380V)
3.008.662
2
Cutting torch and
Accessories
ST-120 non-HF Arc starter cutting gun
1
7.603.040
3
Earth cable
10mm2 ,4m
One small quick plug
One 300A earth clamp
1
6.310.322-B
4
Air
channel
accessories
Air tube
Φ
12
4
7.501.018
tube hoop
2
7.514.007
5
Specification
ArcoCut 100i
1
8.850.148
14
Summary of Contents for ARCOCUT G-100i
Page 1: ......







































































