





























4.2 Control panel
Ⅰ、
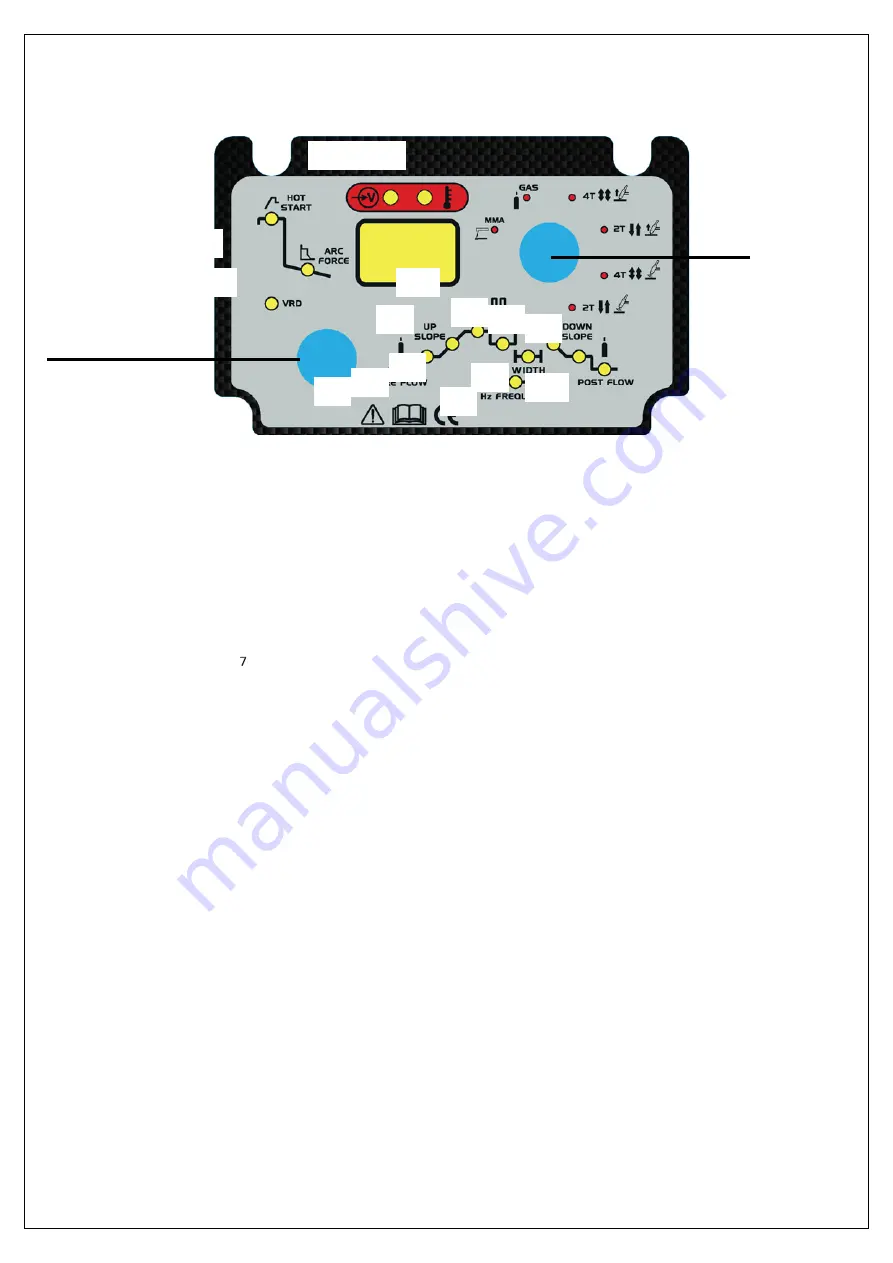
Introduction the pilot light of ArcoTig HF200P operation panel
:
⒈
——Pre Flow Time (L1)
⒉
——Start Current (L2)
⒊
——Up Slope Time (L3)
⒋
——Welding Current (Peak Current) (L4)
⒌
——Base Current (L5)
⒍
——Pulse Frequency (L6)
⒎
——
Pulse Width (L7)
⒏
——Down Slope Time (L8)
⒐
——Crater Current (L9)
⒑
——Post Flow Time (L10)
⒒
——Pulse Selection light (L11)
⒓
——Hot Start (L12)
⒔
——Arc Force (L13)
⒕
——Alarm Pilot Light (L14)
⒖
——Power Pilot Light (L15)
Ⅱ
、
The function of ‘welding mode selection switch’:
⒈
GAS——Gas test function; In GAS shelf, the gas is given all the time untill the welding is stopped.
⒉
4T_LIFT——TIG Lifting arc, long welding function.
⒊
2T_LIFT——TIG Lifting arc, short welding function.
⒋
4T_HF——TIG HF striking arc, long welding function.
⒌
2T_HF——TIG HF striking arc, short welding function.
⒍
MMA——MMA function.
Ⅲ
、
Operations:
1. MMA parameters adjustment
Adjust the ‘welding mode selection switch’ to MMA function. In MMA mode, only three parameters (welding
current, hot start, arc force) can be adjusted.
MMA parameters adjustment: Turn on the welder, the welding current can be adjusted directly; If adjusting the
selection knob, the welding current LED (L4) is flashing; It means the welding current can be adjusted. If the
Functional
selection
knob
Welding
mode
selection
switch
L
1
L
15
L
14
L
12
L
13
L
2
L
3
L
4
L
5
L
6
L
7
L
8
L
9
L
10
L
11







































































