





























⒉
TIG parameters adjustment
Adjust ‘welding mode selection switch’ to TIG mode. If in TIG 4T mode and the output pulse function is turned
on, all parameters (L1~L11) of TIG can be adjusted. If in TIG 2T mode and the output pulse function is turned on, the
start current and crater current is 5A; If the pulse function is closed, the parameter of base current(L5), pulse
frequency(L6) and pulse width(L7) cannot be adjusted.
TIG parameters adjustment: The welding current (L4) can be adjusted directly when the welder is on. Adjust
the ‘selection knob’, the welding current LED (L4) is flashing; It means the welding current can be adjusted. If the
adjustment is completed, confirm the parameter by pressing the ‘selection knob’ or the system will confirm the
parameter automatically after 3 seconds.
Other parameters adjustment: Take ‘pre flow time’ for an example. Press the ‘selection knob’; Adjust the
‘selection knob’and select the pre flow time LED (L1 is on); Press the ‘selection knob’ again, the pre flow time LED
(L1) is flashing; It means the pre flow time can be adjusted. If the adjustment is completed, confirm the parameter
by pressing the ‘selection knob’; or the system will confirm the parameter automatically after 3 seconds. Operation
flow as follows:
Step one: ‘Welding mode selection switch’ select TIG 4T or 2T. Press the ‘selection knob’;
Step two: Adjust the ‘selection knob’and select the pre flow time LED (L1 is on); Press the ‘selection knob’ again,
the pre flow time LED (L1) is flashing; It means the pre flow time can be adjusted.
Step three: If the adjustment is completed, confirm the parameter by pressing the ‘selection knob’; or the
system will confirm the parameter automatically after 3 seconds.
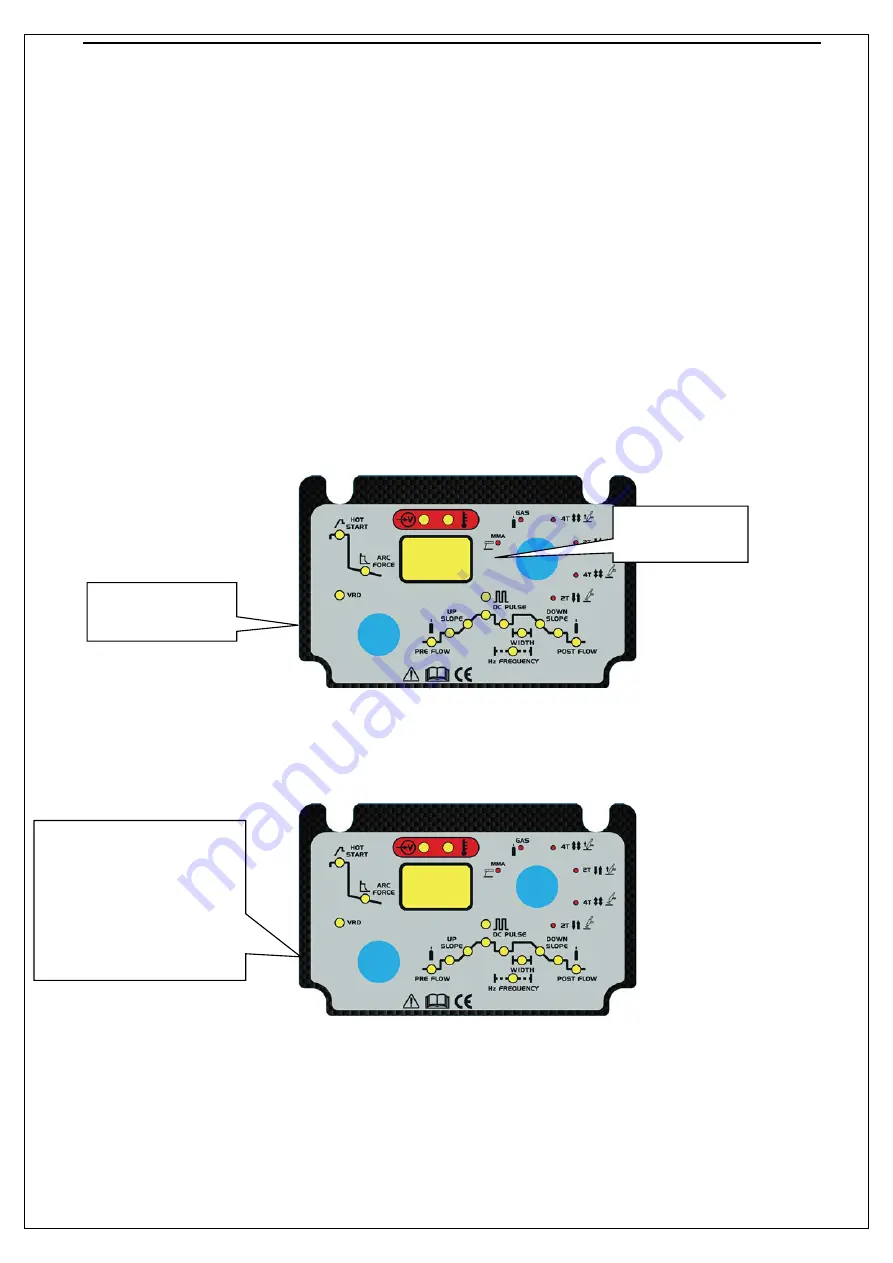
Select TIG 4T or 2T
Press the ‘selection
knob’
Adjust the ‘selection knob’ and
select the pre flow time LED (L1
is on); Press the ‘selection knob’
again, the pre flow time LED (L1)
is flashing; It means the pre flow
time can be adjusted







































































