

























23
t2
~
t3
:
Output current slopes up to the setting current value; adjustment range of up slope time 0~10.0S ;
t3
~
t4
:
Welding process. During this period, the torch switch is released.
Note: If the output pulse function is turned on, the output current is pulsed. If the output pulse function is
turned off, the output current is DC current;
t4
:
Repress down the Torch switch, the output current slopes down to crater current; if the output pulse
function is turned on, the slope down current is pulsed;
t4
~
t5
:
Down slope time, adjustment rang of down slope time: 0~10.0S;
t5
~
t6
:
Crater current holds time; adjustment range of crater current: 5~200A ;
t6
:
Release the Torch switch and arc will stop with gas continuing to flow.
t6
~
t7
:
Post flow time, adjustment range of post flow time: 0.1
~
10.0S;
t7
:
Electromagnetic valve is closed and argon stops flowing. Welding is finished.
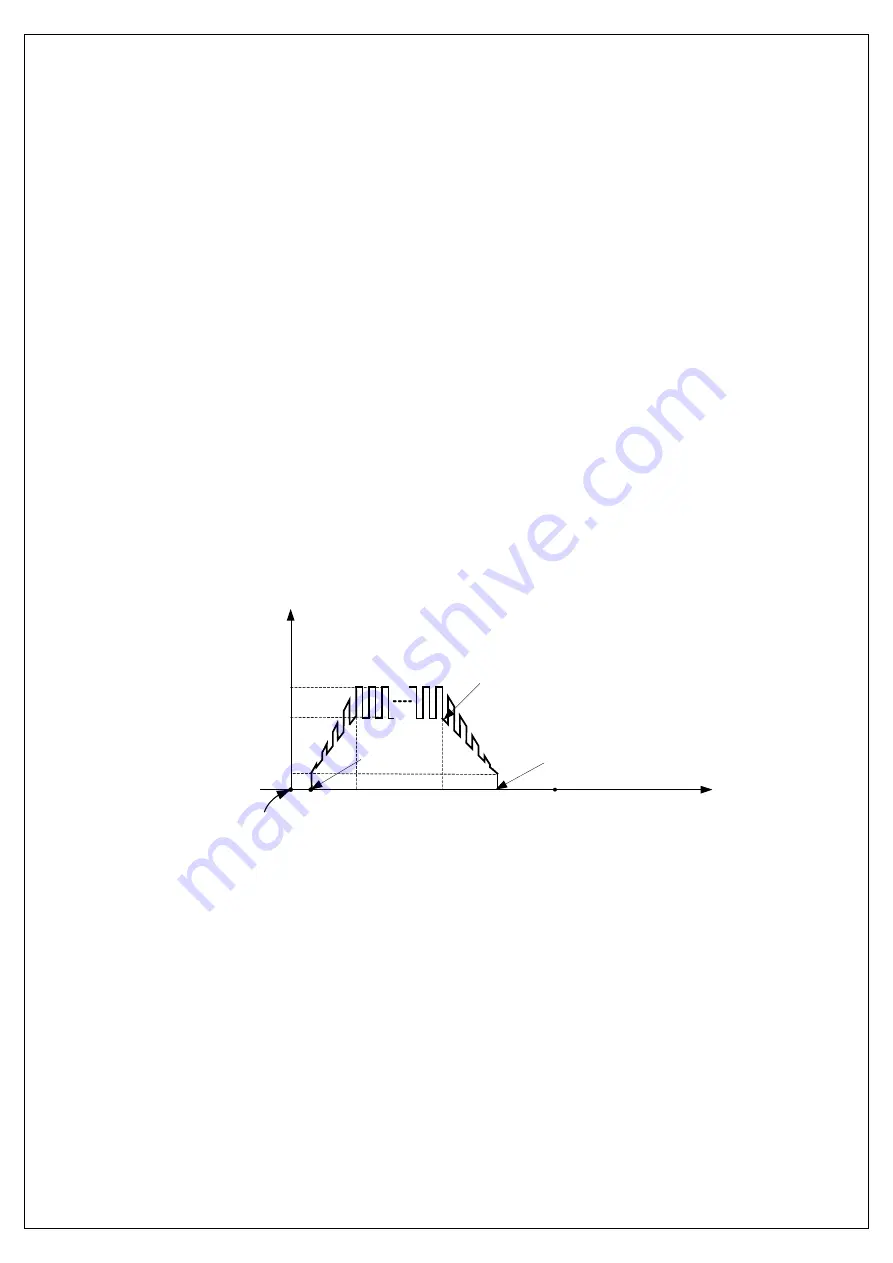
4.4.2 TIG welding (2T operation)
Pulsed TIG short welding
(
2T
):
t( s)
0
I( A)
Loosen the
welding gun
switch
Press and hold the
welding gun switch
t1
t5
Striking
success
Stop arc
t3
t4
Base current setting
value
t2
Welding current (peak
current) setting value
5A
Introduction
:
0
:
Press and hold the Torch, Electromagnetic gas valve is turned on. The
shielding gas starts to flow;
0
~
t1
:
Pre flow time, adjustment range of pre flow time :0.1~1.0S;
t1
~
t2
:
Striking success, the output current slopes up to the setting current from minimum current (5A); if
the output pulse function is turned on, the slope up current is pulsed;
t2
~
t3
:
During the whole welding process, the Torch is pressed and held without releasing;
Note: If the output pulse function is turned on, the output current is pulsed. If the output pulse function is







































































