





























6-10
Shimming Procedure/
Shim Selection
1. Press bearings into bores by outer ring to hard con-
tact with seat.
2. Install the lock collar and tighten to 125 ft-lb; then
stake the lock collar edge approximately 1.5 mm
(0.060 in.) into the lower oil channel.
CC891
3. Note the following shim selections (shims are
nominally 1.5 mm/0.060 in. thick):
738-268C
A. Cover Side - add value A on the gear case hous-
ing to value B on the gear case cover; then add
1.5 mm (0.060 in.). This will give you the
proper shim thickness.
B. Gear Case Side - install a 1.3-1.4 mm
(0.050-0.055 in.) shim and tighten the bolts to
25-31 ft-lb. Verify backlash to be within a range
of 0.28-0.38 mm (0.011-0.015 in.) and end-play
to be within a range of 0.10-0.20 mm
(0.004-0.008 in.). If not within specification
range, reselect shim until backlash specification
range can be verified.
4. Prior to final assembling, apply molybdenum dis-
ulfide grease to all oil seal lips.
5. Prior to final assembling, prelubricate journal on
pinion assembly with SAE 80W-90 hypoid gear
lubricant prior to pressing assembly into gear case
housing.
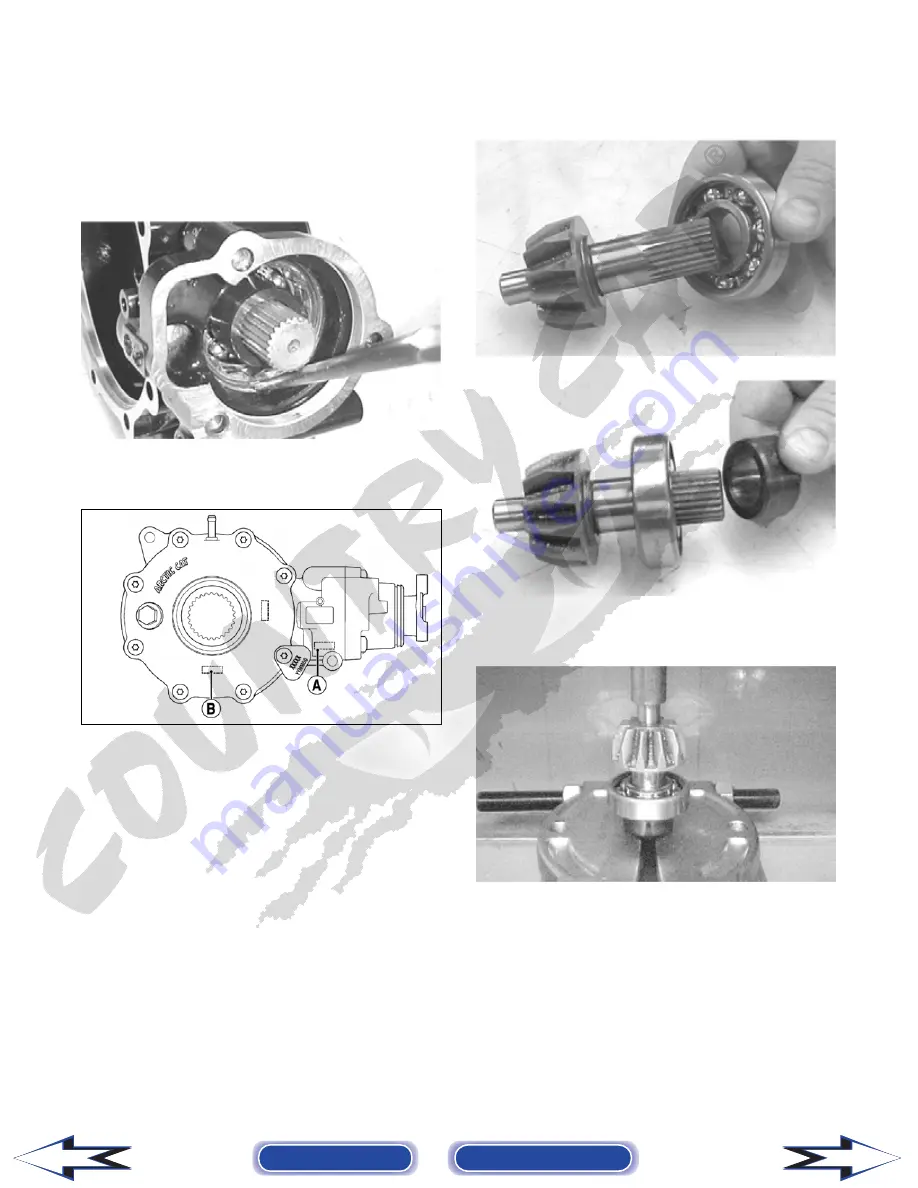
Assembling Pinion Gear
1. Install the bearing onto the pinion shaft. Install the
pinion shaft collar.
CC882
CC883
2. Place the pinion assembly in a bearing puller; then
install the bearing using a press.
CC884
3. Install the pinion gear assembly into the housing.
Using the 48 mm Internal Hex Socket, secure the
pinion gear assembly with the existing lock collar.
Tighten to 125 ft-lb.
NOTE: On a front differential, the lock collar has
right-hand threads. On a rear gear case/differen-
tial, the lock collar has left-hand threads.
Back to TOC
Back to Section TOC
Next
Back







































































