




























44
NOTE: Install the bearings by sliding each bear-
ing onto the crankshaft making sure the dowel-pin
hole in the outer race is properly positioned and
will align with its hole and pin in the crankcase.
CM161
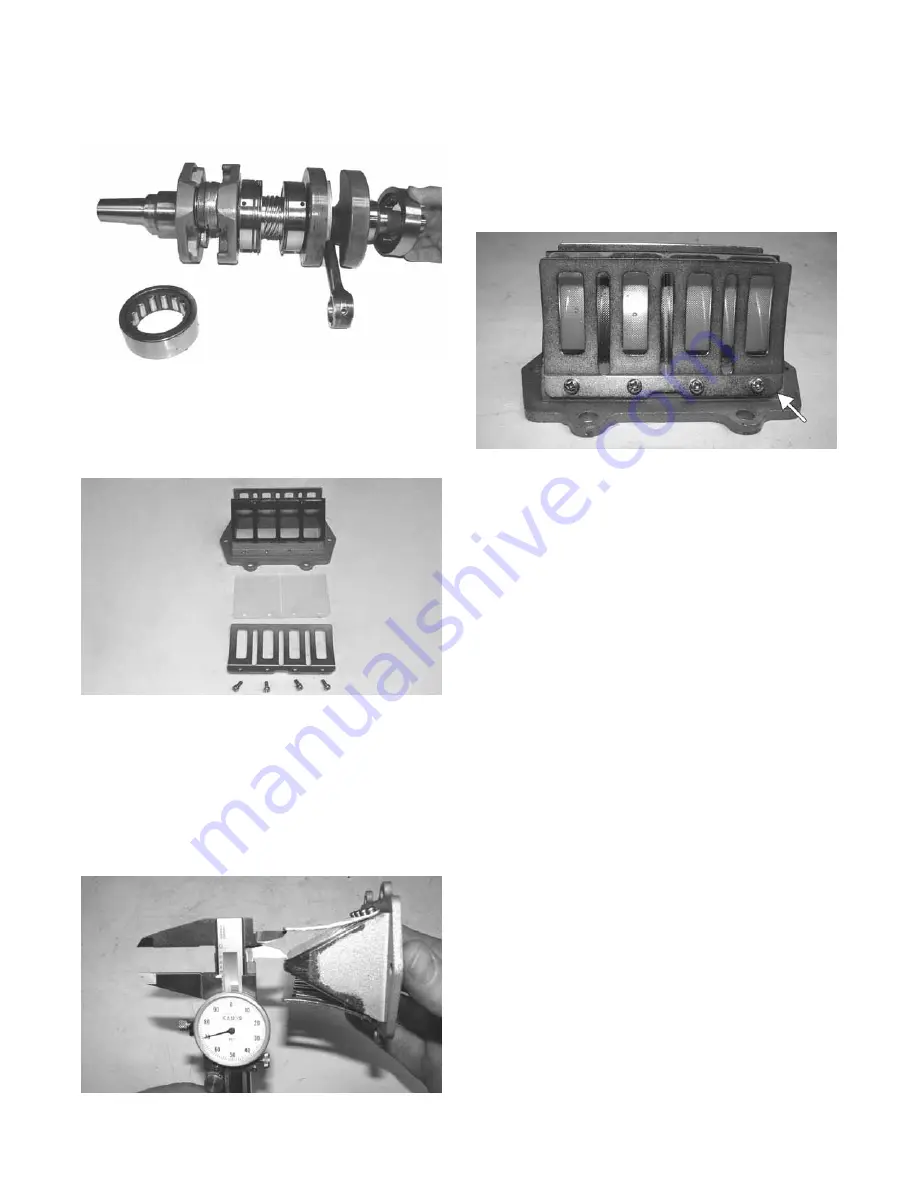
Reed Valve Assembly
1. Inspect the reed valves, stoppers, and valve blocks
for cracks or any deterioration.
CM162
2. Wash the reed valves, stopper, and cage assembly
in parts-cleaning solvent and blow dry.
3. Inspect the reed stopper height. Using a caliper,
measure the distance from the seat to the bottom
outer tip edge of the stopper. Measurement must
not exceed specifications. If measurement is not
within specifications, either bend or replace the
reed stopper.
CM163
4. Inspect the reed-to-seat clearance. Using a feeler
gauge, measure the clearance. Clearance must be
less than 0.008 in. If clearance is not within speci-
fications, replace the reed valve.
5. To assemble, place the reed valves on the cage
with its clipped corner positioned to the lower
right hand corner of the cage. Place the reed stop-
per assembly into position and secure with the
screws tightened to 48 in.-lb.
CM164A
Measuring Critical Components
NOTE: Critical engine specifications charts can
be found in Section 1 of this manual.
Cylinder Head Volume
(Squish-Gap Method)
To check the squish gap, a micrometer and two heavy
pieces of solder will be needed.
1. Remove the spark plugs from the engine.
2. Simultaneously insert two pieces of solder down
through the spark plug hole and push them up
against the inner cylinder bore towards the MAG-
side and PTO-side of the cylinder.
3. Pull the recoil rope and crank the engine over sev-
eral times while the solder is being held firmly in
place.
4. Remove both pieces of solder from the cylinder.
Using the micrometer, measure the very end of the
squeezed solder piece. Record the reading.
NOTE: If the solder hasn’t been squeezed by the
piston, a larger piece of solder must be used.
Repeat procedure.
5. Using the opposite end of the solder pieces, insert
them down through the spark plug hole towards
the PTO-side and MAG-side of the cylinder. Push
on the solder until they contact the inner cylinder
bore.
6. Pull the recoil rope and crank the engine over sev-
eral times. Remove both pieces of solder from the
cylinder and measure the opposite squeezed ends
with a micrometer. Record reading.
Summary of Contents for 500 Sno Pro
Page 1: ...TM SHARE OUR PASSION Operator s Performance Manual Performance Manual 500 Sno Pro...
Page 2: ......
Page 6: ...NOTES...
Page 22: ...16 NOTES...
Page 68: ...62 NOTES...
Page 92: ...86 NOTES...
Page 93: ...87 NOTES...
Page 94: ...88 NOTES...
Page 95: ...Printed in U S A Trademarks of Arctic Cat Inc Thief River Falls MN 56701 p n 2258 721...







































































