





















A -1
SUMMARY
A-1
64
44
20
0
600
I
2
(
A
)
U
2
(
V
)
Working
point
Volt-ampere characteristic
The relation of the rated
loading voltage&welding
current
64
44
20
0
600
I
2
(
A
)
U
2
(
V
)
Working
point
Volt-ampere characteristic
The relation of the rated
loading voltage&welding
current
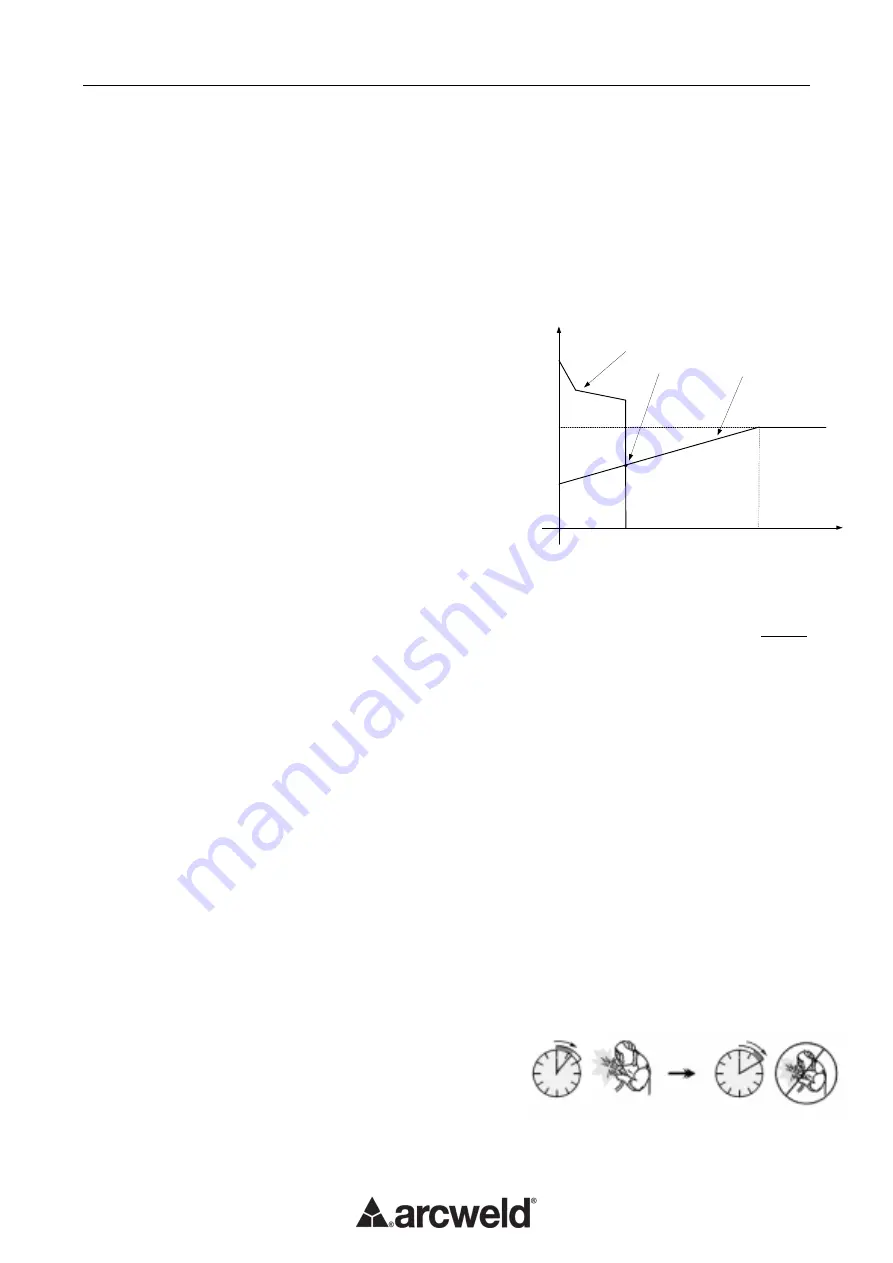
VOLT-AMPERE
CHARACTERISTIC
The
arcweld
®
machine has excellent volt-
ampere characteristic, refer to the
following graph. In TIG welding, the
relationship between rated loading voltage
U
2
and welding current I
2
is as follows:
When I
2
≤600A
,
U
2
=
10
+
0.04 I
2
(
V
);
When I
2
>
600A
,
U
2
=
34
(
V
)
GENERAL INTRODUCTION
The
arcweld
®
TIG 205 DC is a new generation of multi
functional high quality welding machine. The power
source adopts a microcomputer system control, dual
current loop PWM control, full-bridge high frequency
inverter system. It has convenient operation, stable
performance, small size and high duty cycle. The power
source is mainly applied to the welding of stainless steel,
carbon steel and other metals.
CHARACTERISTICS
To ensure a high success rate of arc starting. The
power source incorporates a high voltage and
pulse(High frequency) arc start circuit but without a
discharge circuit so that it makes arc start easier and
safer. Lift arc start is another option for those wishing
to avoid electromagnetic interference.
Safety, efficiency. From a machine with protection
features such as precharge function, under voltage
protection, over voltage protection, over heat
protection, over current protection and output short
circuit protection. Especially adopted protection
circuit against electric shock: In MMA mode, the
machine will turn off the main loop output power
within 2 seconds after ending welding, the advantage
is safer operation, and saving power.
One machine, 4 types of welding processes:
MMA
DC TIG
DC TIG/PULSE
DC TIG/SPOT
PWM - Pulse-Width Modulation;
MMA - Manual Metal Arc welding;
TIG - Tungsten Inert Gas welding.
68
34
10
0
600
I
2
(
A
)
U
2
(
V
)
Working
point
Volt-ampere characteristic
The relation of the rated
loading voltage&welding
current
STACKING
The
arcweld
®
inverter machine
CAN’T
be
stacked when welding.
TILTING
Place the machine directly on a secure, level
surface. Do not place or operate the machines
on a surface with an incline greater than 15°
from horizontal. The machine may topple over
if this procedure is not followed.
WELDING CAPABILITY
Please see Technical Specifications in the
Installation Section for rated outputs for the
arcweld
®
inverter machine. It is capable of
higher duty cycles at lower output currents.
If the duty cycle is exceeded, a thermal
protector will shut off the output until the
machine cools.
A Duty Cycle of 60% example is:
Weld for 6 minutes Break for 4 minutes







































































