





























2-24
Basic Elements of the ARISTOMAT SL
Menu Settings: Menu Level 1
Menu Level 1
Parameter settings:
Example SPEED
For numerical entries a cursor (^) is set under the relevant digit to change
by using the direction keys
<
and
>
.
The number can then be updated by
using the direction keys
∧
∧
∧
∧
∧
and
∨.
∨.
∨.
∨.
∨.
SPEED 1000
*
+
<—> [0.1%] ^
-
The set value is marked with an
*
(asterisk). When a value is altered
confirm the new setting by pressing the
ENTER
key. When recalling the
menu the new value is marked with the *.
Using the
ESC
key after altering a value will not store such value, the
previous value is maintained.
PARAMETER
The PARAMETER submenus offer settings which may influence plot quality
and plot time.
•
press
F1
PARAMETER for parameter settings.
•
with the function keys (
F1-F4)
get to the following submenus:
ANGLE
The angle setting effects the directional blade control and is of great im-
portance to obtain perfect cutting results.
The set angle defines an angle break between lines at which the tool halts,
lifts and turns before cutting the following line.
NOTE:
The factory settings (Upper angle 20 degrees, lower angle 10 de-
grees) are recommendable for the most materials.
When using thick materials (i.e. sand blast mask) it is recommended to
decrease the angle setting to ensure that the blade is lifted more often.
Summary of Contents for ARISTOMAT SL 1310
Page 1: ...Chapter 1 General ARISTOMAT SL 131O 1317 1617 1625 ...
Page 4: ...1 4 ARISTOMAT SL Series Contents ...
Page 12: ...1 12 ARISTOMAT SL Series Caution Areas ...
Page 14: ......
Page 16: ......
Page 17: ...Basic Elements of the ARISTOMAT SL 131O 1317 1617 1625 User s Manual Chapter 2 ...
Page 18: ... 2004 by ARISTO Graphic Systeme GmbH Co KG Issue Januar 2004 Article No 00001 8898 E ...
Page 22: ...2 6 Basic Elements of the ARISTOMAT SL Contents ...
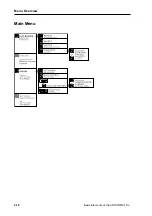
Page 34: ...2 18 Basic Elements of the ARISTOMAT SL Menu Overview Main Menu ...
Page 35: ...Basic Elements of the ARISTOMAT SL 2 19 Menu Overview Menu Level 1 ...
Page 36: ...2 20 Basic Elements of the ARISTOMAT SL Menu Overview Menu Level 2 ...
Page 37: ...Basic Elements of the ARISTOMAT SL 2 21 Menu Overview Menu Level 3 ...
Page 59: ...Material transport systems for ARISTOMAT SL User s Manual Chapter 3 ...
Page 60: ... 2004 by ARISTO Graphic Systeme GmbH Co KG Issue Januar 2004 Article No 00001 8897 E ...
Page 86: ...3 28 Material transport systems Vacuum systems ARISTOMAT SL 131O ...
Page 87: ...Material transport systems 3 29 Vacuum systems ARISTOMAT SL 1317 ...
Page 88: ...3 30 Material transport systems Vacuum systems ARISTOMAT SL 1617 ...
Page 91: ...Material transport systems 3 33 Vacuum systems ARISTOMAT SL 1317 ...
Page 110: ...3 52 Material transport systems Malfunctions ...
Page 111: ...Chapter 12 ARISTOMAT SL Safety Devices User s Manual ...
Page 112: ... 2005 by ARISTO Graphic Systeme GmbH Co KG Issue August 2005 Article number 0000 18857 E ...
Page 122: ...12 12 Safety Devices for ARISTOMAT SL Maintenance ...























































