





























141
DIGITAL I/O TAB
The Unity software includes powerful on-
line input/output help screens for use in
problem diagnostics.
To monitor or force an I/O, find the I/O
point in the left panel of the screen.
Expand it as in Windows Explorer. Double
click on the point. It will open in the right
panel. Highlight point in the right panel.
Now you can view the state of the point,
True or False, If you like, turn on the
‘Annunciator” and the sonalert will sound
whenever a point goes “True”. Enable the
“DIO” forcing and inputs and outputs can
be forced on or off.
The I/O point values can be useful along
with the States Screen information in
troubleshooting a problem.
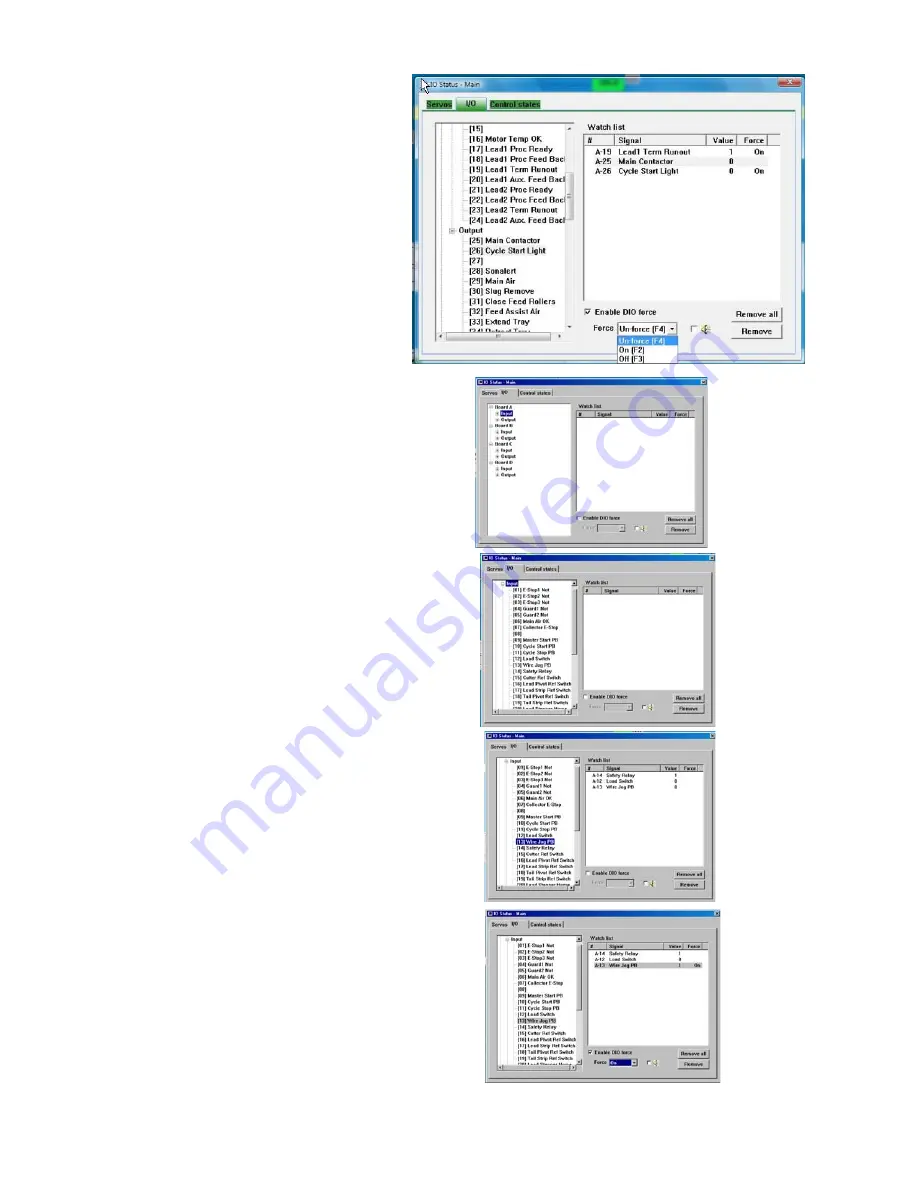
Forcing:
First select the I/O tab on the IO Statues
screen.
You will see a Windows type arrangement of
the Inputs and Outputs.
Find the Input or Output folder you require.
Click on the “
+
” sign. This will expand the
folder.
Double click on the desired I/O. It will move to
it to the right window panel. In this window it
will show the I/O number, name, and the Value
(1=on 0=off).
To force, highlight the desired I/O, check
“Enable DIO force”. Under “Force” select
F2-on, F3-off, or F4-un-force.
Checking the speaker icon will set up a tone
each time the selected I/O goes active.







































































