





























34
Insert the wire into the infeed guide. While applying slight pressure, press the Jog button until the wire is
pulled into the machine. Continue pressing the jog button until the wire extends through the feed nozzle.
Checking the cut and strip
It is best to have the machine in “
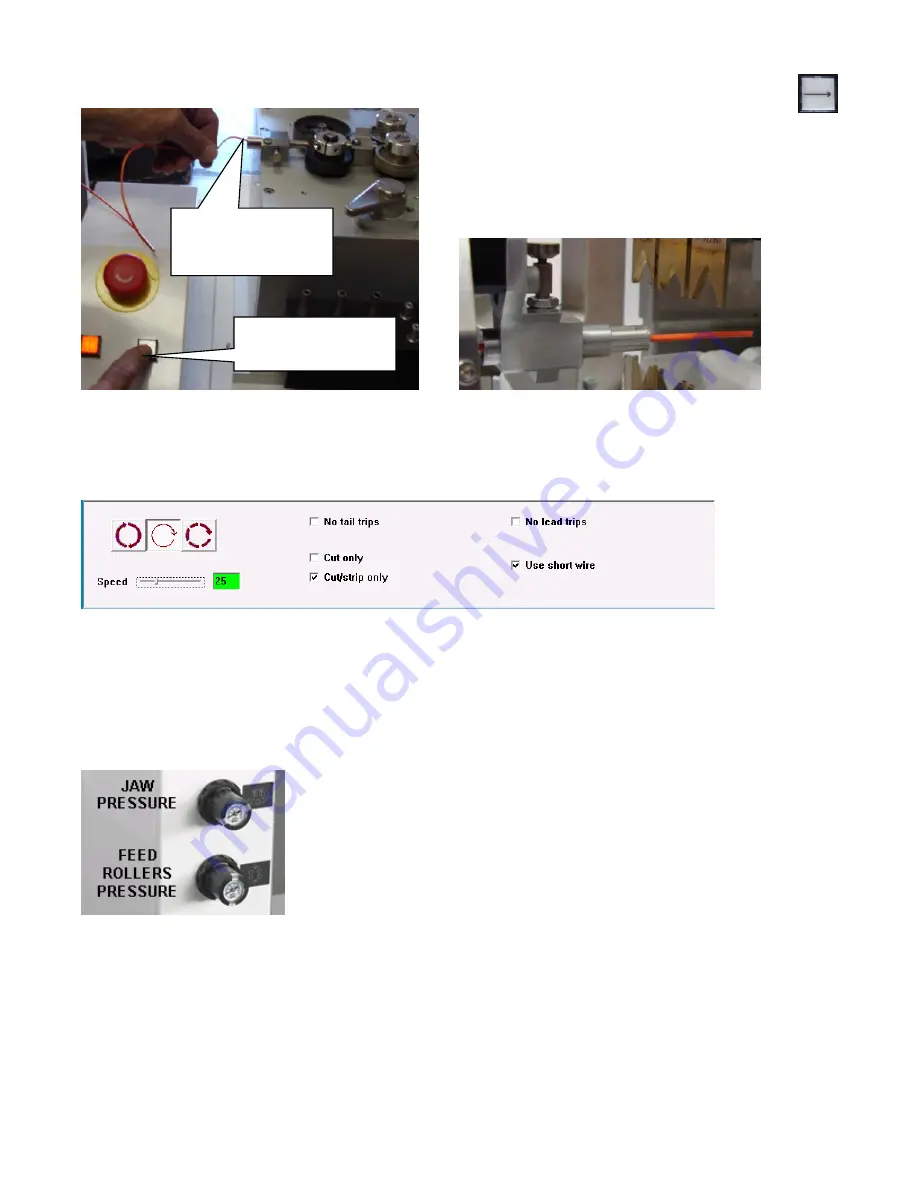
Single Cycle Mode
” with a run rate percentage approximately 25. Select
Use
Short Wire
and
Cut/strip only
mode.
Press the green
Cycle Start
button. The machine will produce one part and drop the wire in the collector tray. To
dump the collection tray hold down the Master Start button. Inspect the quality of the strip. The strip shoulder
should have a clean cut almost down to the conductor but the conductor should not be nicked. There should be
no cut strands and no scraping on the strands. If necessary, make adjustments to the strip diameter to improve
the strip shoulder and set the “Way Back” so there is no scraping.
See section “Creating or editing wire properties” for more detailed information.
Set gripper and wire feed pressure
The pressure settings are usually known in advace. If the settings for a particlar type of wire are different than the
company standard, this information is normally stored in the note field of the part. This note field opens
automatically when the part is loaded.
Checking the processes
It is best to have the machine in “
Single Step Mode
” with a run rate percentage approximately 25. Select
Use
Short Wire
,
No tail trips,
and
No lead trips.
Press the Jog button until
the wire is pulled into the
machine.
Insert wire to tangent
point of encoder wheels.
Press wire against the
wheels.







































































