

























29
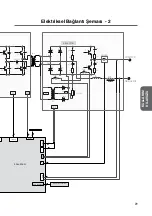
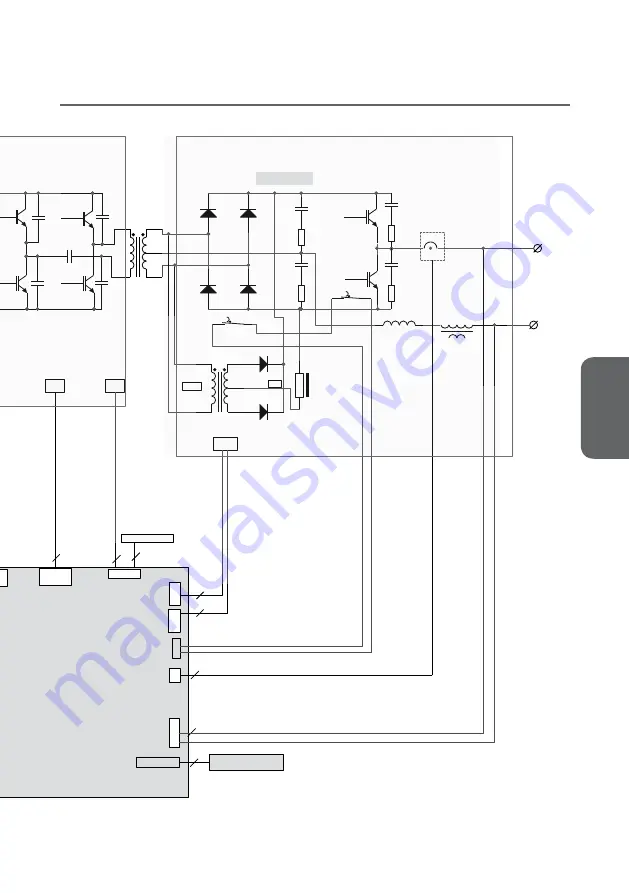
Elektriksel Bağlantı Şeması - 2
T6
T3
B1
D1
D4
D3
D2
C26
JP1
C27
JP2
T7
T8
L
MAIN CONTROL BOARD
8.066.824-B
Display Board
110/220
SOU
W
A
12-lead socket
POSITIVE
NEGATIVE
DRIVE
8.066.336-C
8.066.337-D
HALL
B2
J8
J1
12-lead socket
R1
R2
TR1
TR2
DRIVE
DC24V FAN
F
P1
9.066.318-A
Solenoid Valve
4
O
T2
GUN/REMOTE
8 PIN SOCKET
2
2
QF/HF
A
C
PO
U
T
W
V
IN
5
DC
AC
C2
R3
R4
T5
T4
C61/62
3uF
C5
C6
C7
C8
C10
R12
C15
R28
2
12
3
2
2
SOFT
START
AC 95-270V
A
B
SW1
E
AC
1
AC
2
V+
4
V-
3
Q1
EMC
AC
1
AC
2
V+
4
V-
3
Q2
A
1
K
2
D4
A
1
K
2
D3
C10
R187
C12
C11
LT
V8
V8-1
PFC drive circuit
T1
FD1
FD2
L1
7.731.146
POWER
8
3
POWER
JP3
80A
TH1
85A
TH3
85A
TH2
OT1
JC
2
SOU1
HF
K
ULL
A
N
IM
K
IL
AV
U
Z
U
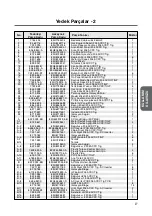
Summary of Contents for Inverter 205-TIG AC/DC
Page 2: ......
Page 38: ...36 KULLANIM KILAVUZU ...







































































