





























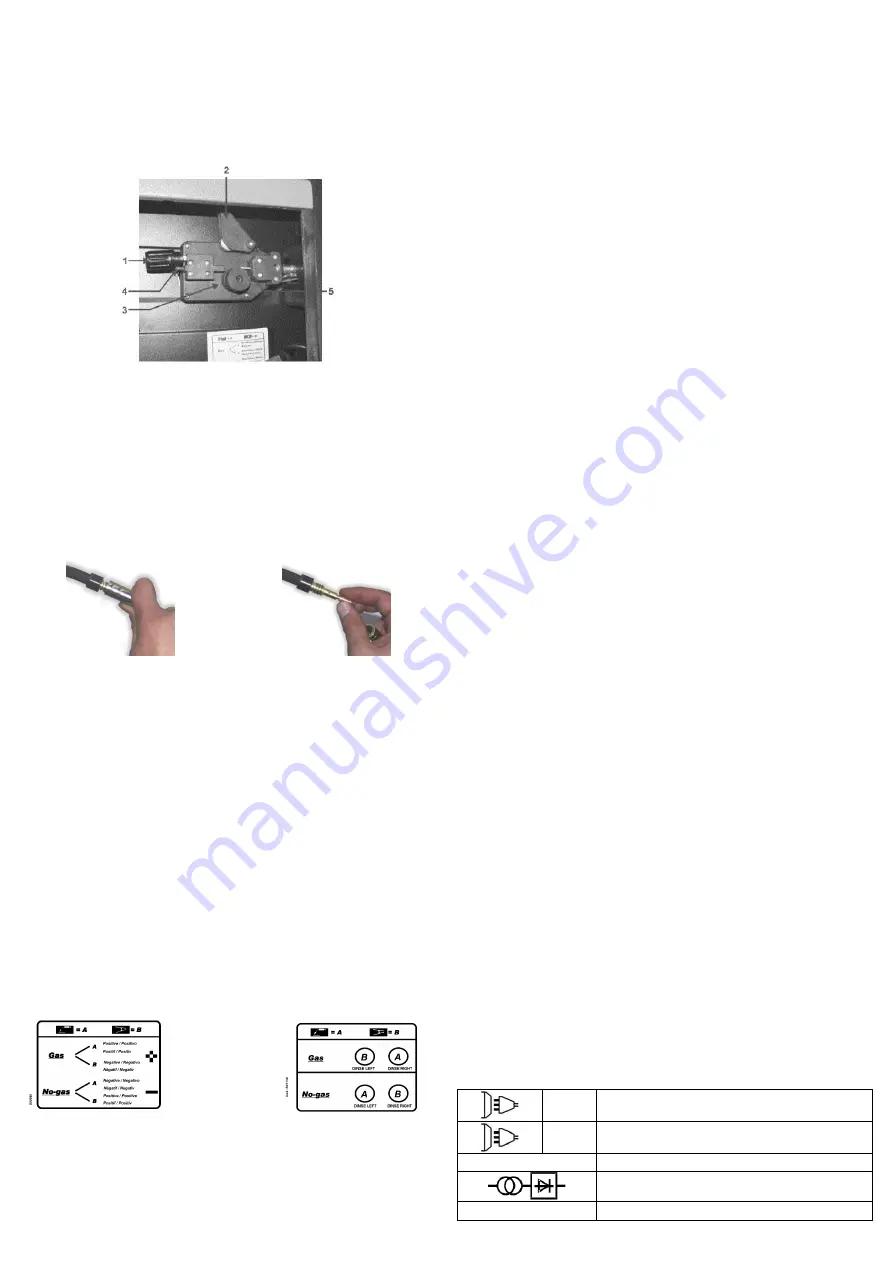
4. Steek de draad in de gids (4), boven de roll (3) en vervolgens plaatst u
deze in de capillaire buis (5).
5. Sluit de linker premifilo veergedreven. Draai de rollen om verder los
van de draad.
6. De knop van de druk van de draad is ingesteld op de helft druk. Als
het druk is overdreven (risico van de afvlakking van de draad), draai de
knop, zodat de vermindering van de druk. Maġġoranza druk is nodig als
u de draad van 0,6 mm. Als de rollen rijden slee, moeten we de druk
totdat de draad restanten regelmatig.
7. Verwijder het gas straalpijp gids en het topje van de fakkel
contatto.dalla pistool.
8. Zet de schakelaar in de stand "ON" ( "I").
9. Trek het snoer van de fakkel, zodat het is zeer goed.
10.Press knop fakkel en diervoeders de draad totdat het aan het einde
van de fakkel (oppassen niet te streven het geweer tegen u of andere
personen), dan laat de knop los.
11. Schakel automatisch instelling in positie "OFF" ( "O").
12. Vervang het contactpunt el'ugello gas.
13. Snijden draad 6.10 mm buiten de tip. Nu de machine is klaar om te
bezinken.
3.4. DE VLAMSTRAAL AANSLUITEN
De glasblazerslamp reeds gemonteerd en aangesloten en dus klaar
voor gebruik. Een eventuele vervanging dient uiterst zorgvuldig te
worden gedaan, liefst door een ervaren technicus. Om het
gasgeleiderspunt te vervangen, dient deze slechts te worden
losgeschroefd of naar buiten te worden getrokken. Het gasgeleiderspunt
dient te worden verwijderd telkens als de draadmond wordt vervangen.
De afmetingen van deze draadmond dient te passen bij de draad
waarmee men last. Houd het gasgeleiderspunt steeds schoon.
4. DE LASMETHODES
4.1. CONTINU LASSEN
Dit is het meest gebruikte systeem. Zodra de machine klaarstaat, hoeft u
de glasblazerslamp slechts in te drukken om te beginnen met lassen. Om
te stoppen laat u eenvoudigweg de knop los.
4.2. DE GASDRUK
De gasdruk moet zodanig worden afgesteld dat een hoeveelheid gas van
6 tot 12 liter per minuut.
4.3. GAS - NO GAS LASSEN
4.3.1. Gas
- Klem van de glasblazerslamp in de positieve uitgang
(+)Dince Righ
en aardklem in de negatieve uitgang
(-)Dince Left.
4.3.2. No-Gas
- (Alleen geldig voor de modellen die hiervoor zijn
uitgerust); aardklem in de positieve aansluiting
(+)Dince Left
en klem
van de glasblazerslamp in de negatieve aansluiting
(-)Dince Right.
4.4. MIG - MAG LASSEN
A) MIG = M
etal
I
nert
G
as
B) MAG = M
etal
A
ctive
G
as
Beide werkmethodes zijn perfect gelijkwaardig; alleen het type gas
verschilt.
In geval A gebruikt men ARGON (inert gas)
In geval B gebruikt men CO
2
(reactief gas)
Om aluminium- of inoxlegeringen te lassen dient men zuiver ARGON te
gebruiken, of eventueel een mengsel dat voor 80% uit ARGON bestaat
en 20% CO
2
.
Uitsluitend CO
2
gebruiken is geschikt voor het lassen van koolstofstaal
(ijzer).
5. GIDS VOOR HET LASSEN
5.1. ALGEMEEN VOORSCHRIFT
Bij een minimumafstelling hoort een kleine booglengte. Die verkrijgt men
door de glasblazerslamp zo dicht mogelijk bij het te lassen werkstuk te
houden, in een hoek van circa 60 graden. De boog kan langer worden
gemaakt naargelang meer stroom wordt toegevoerd, tot een maximum
booglengte van circa 20mm.
5.2. RAADGEVINGEN VAN ALGEMENE AARD
Af en toe kan het lassen kleine defecten vertonen. Deze defecten kunnen
snel worden verholpen als men rekening houdt met de volgende
raadgevingen:
- Poreusheid
Kleine gaatjes in de las, die lijken op de gaatjes in chocolade
bijvoorbeeld, kunnen worden veroorzaakt door de gastoevoer of
zelfs door minuscule onzuiverheden. Meestal wordt dan de las
verwijderd om opnieuw te beginnen. Voordat men opnieuw begint,
dient men echter de gastoevoer te controleren (circa 8 liter/ minuut),
het te lassen oppervlak zeer goed te reinigen en de
glasblazerslamp correct te buigen tijdens het lassen.
- Spatten
Dit zijn kleine druppels gesmolten metaal die uit de lastoorts komen.
Kleine hoeveelheden spatten zijn onvermijdelijk, maar de spatten
kunnen tot een minimum worden herleid door de stroomsterkte en
de gastoevoer goed af te stellen en de glasblazerslamp altijd
schoon te houden.
- Een te smalle en te bolle lasnaad
Dit wordt veroorzaakt door een te snelle beweging van de
glasblazerslamp of door een niet goed afgestelde gastoevoer.
-Een te brede en te dikke lasnaad
Dit kan worden veroorzaakt door een te traag bewegende
glasblazerslamp.
-De achterkant van de draad is verbrand
Dit kan worden veroorzaakt door een draad die te langzaam wordt
aangevoerd; door een te losse of versleten “liner”punt; de slechte
kwaliteit van de draad, een te kleine opening van de
gasgeleiderspuitmond of een te hoge stroomsterkte.
-Te weinig penetratievermogen
Dit kan liggen aan een te snelle beweging van de glasblazerslamp,
aan een te lage stroomsterkte, een niet correcte draadtoevoer,
verwisselde polen, ongelijke en onvoldoende afstand tussen de
twee aan elkaar te lassen werkstukranden. Verbeter de
lasparameters en de voorbereiding van de te lassen werkstukken.
-Doorgebrand werkstuk
Dit kan afhangen van een te langzame beweging van de
glasblazerslamp, te hoge stroomsterkte of een niet correcte
draadaanvoer.
-Te veel spatten en poreusheid.
Dit
kan
liggen
aan
een
te
grote
afstand
tussen
de
gasgeleiderspuitmond en het werkstuk; vuil op het werkstuk; te
weinig gastoevoer of te lage stroomsterkte. De parameters dienen
te worden gecontroleerd met het oog op het feit dat de gastoevoer
niet minder mag bedragen dan 7-8 liter/min. en dat de
lasstroomsterkte aangepast dient te zijn aan de diameter van de
draad die men gebruikt. Het verdient aanbeveling een
drukreduceerventiel op de in- en de uitgang van het
gastoevoersysteem aan te brengen. Op de manometer op de
uitgang kan men ook het toevoervermogen uitgedrukt in liters
aflezen.
-Instabiele lasboog
Dit kan worden veroorzaakt door een onvoldoende lasspanning;
een onregelmatige draadaanvoer, onvoldoende beschermgas.
DE BETEKENIS VAN OPSCHRIFTEN EN SYMBOLEN
1 ~
Eenfase wisselspanning
3 ~
Driefasen wisselspanning
U
0
… (V)
Maximum spanning leeg
Transformator-gelijkrichter
EN 60974-1
Standaardmaat van refereren







































































