





























30 |
A x i o m T o o l G r o u p
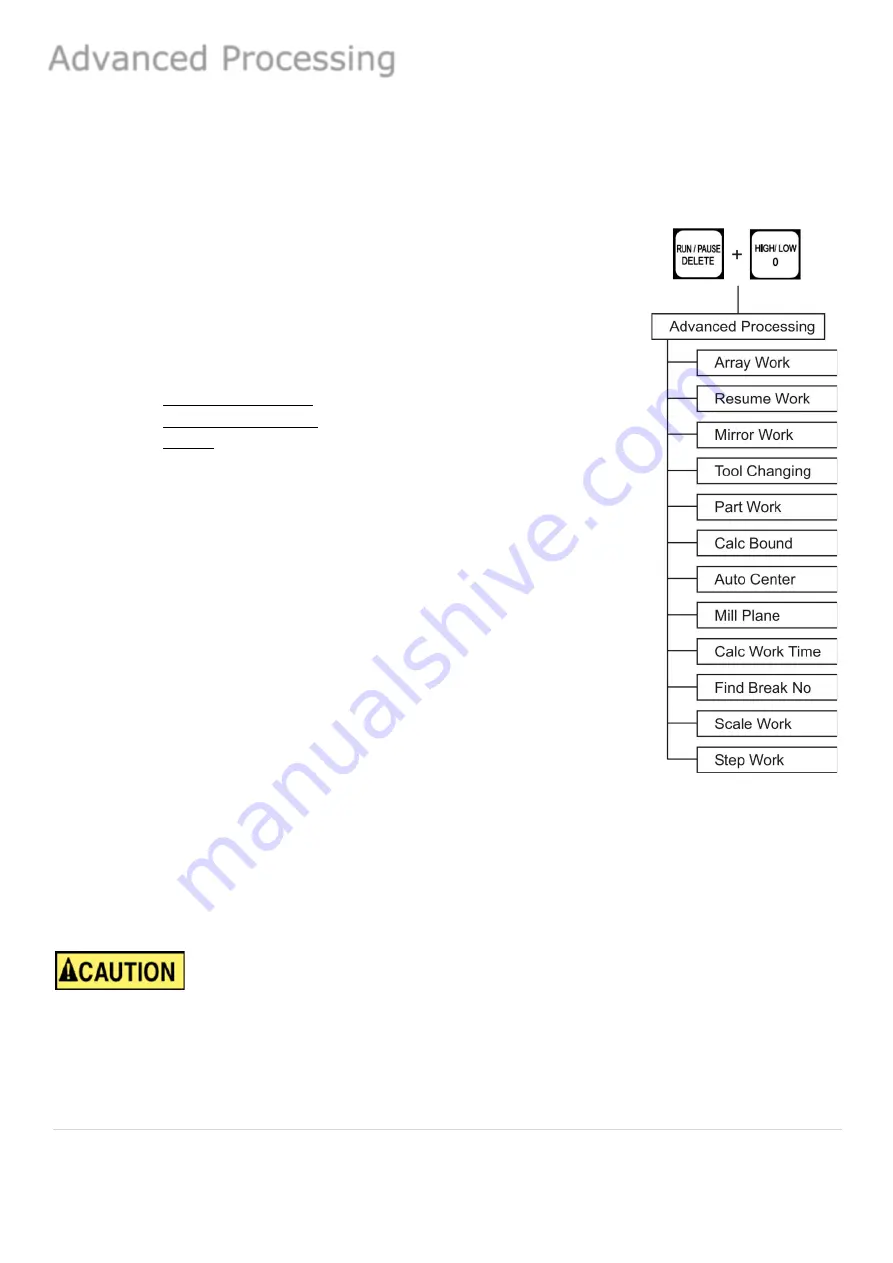
Functions found under the Advanced Processing category serve to perform a specialized task. The Advanced
Processing menu can be accessed using the
Advanced Function
key.
Array:
Allows multiple copies of a file to be processed along a set number of rows and columns.
Before running an
Array
, the parameters need to be set. Such parameters will include
the row/column counts and the spacing between the rows/columns.
To set the
Array
parameters:
1-
From the coordinate screen, press
Menu
2-
Select
Auto Pro Setup
and scroll down to find the
Work Array
option.
3-
The Work Array menu will be display and has several options (press
Delete
to
change these settings).
a.
Row & Column Counts-
b.
Row & Column Spacing-
c.
Interval-
4-
After the parameters are setup, return to the main coordinate screen.
a.
First, press
FILE
and select the desired toolpath.
b.
Then access the
Advanced Process
menu by pressing
ADVANCED
.
c.
Scroll down and select
Array Work
d.
The file parameters and array settings will be displayed, and operation
will begin once approved.
Resume Work:
Operates much the same as using
Run/Pause + (1-8)
, to display the
Save Break
locations. (For more information see
Setting a Breakpoint
).
Mirror Work:
Allows a job to be mirrored on either the X or Y axis. (
Its recommended to use an
Origin point in the center of the material
).
Tool Changing:
While the controller does not allow automatic tool changing as an option, there are a couple helpful selections
available.
This option, when selected will bring the router head to the
HOME
position for tool changing and displays a prompt
to press the
OK
button when finished.
Selecting
OK
will then return the Spindle head to the previous location.
This will not prompt for a Z-axis Tool Touch-Off. To avoid damage to the machine or job
material, the Z-0 point must be set before continuing.
Advanced Processing
Summary of Contents for AR16 ELITE
Page 1: ...AR8 16 ELITE MANUAL Axiom Tool Group Inc All rights reserved Rev 1 2 2020 ...
Page 46: ...46 A x i o m T o o l G r o u p AR8 Elite Part List ...
Page 47: ...47 A x i o m T o o l G r o u p ...
Page 48: ...48 A x i o m T o o l G r o u p ...
Page 49: ...49 A x i o m T o o l G r o u p ...
Page 50: ...50 A x i o m T o o l G r o u p ...
Page 51: ...51 A x i o m T o o l G r o u p ...
Page 52: ...52 A x i o m T o o l G r o u p ...
Page 53: ...53 A x i o m T o o l G r o u p ...
Page 54: ...54 A x i o m T o o l G r o u p ...
Page 55: ...55 A x i o m T o o l G r o u p AR16 Elite Part List ...
Page 56: ...56 A x i o m T o o l G r o u p ...
Page 57: ...57 A x i o m T o o l G r o u p ...
Page 58: ...58 A x i o m T o o l G r o u p ...
Page 59: ...59 A x i o m T o o l G r o u p ...
Page 60: ...60 A x i o m T o o l G r o u p ...
Page 61: ...61 A x i o m T o o l G r o u p ...
Page 62: ...62 A x i o m T o o l G r o u p ...
Page 63: ...63 A x i o m T o o l G r o u p ...
Page 64: ...64 A x i o m T o o l G r o u p ...







































































