




























Summary of Contents for SIEG SC6
Page 2: ...2 ...
Page 7: ...7 ...
Page 8: ...8 ...
Page 9: ...9 ...
Page 10: ...10 ...
Page 11: ...11 ...
Page 12: ...12 ...
Page 13: ...13 ...
Page 14: ...14 ...
Page 17: ...LATHE MAINTENANCE 17 ...
Page 18: ...18 ...
Page 19: ...19 ...
Page 20: ...20 ...
Page 21: ...21 ...
Page 22: ...22 SC6 WIRE DIAGRAM ...
Page 23: ...23 ...
Page 24: ...24 ...
Page 25: ...25 ...
Page 26: ...26 ...
Page 27: ...27 ...
Page 28: ...28 ...
Page 29: ...29 ...
Page 30: ...30 ...
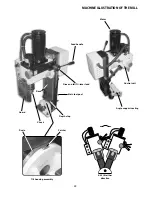
Page 31: ...SIEG SC6 Mill Attachment ...
Page 46: ...MAINTENANCE OILING POINTS 46 Oil OIL ...
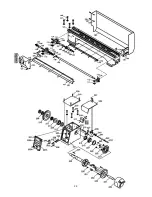
Page 48: ...PARTS BREAKDOWN FOR THE MILL 48 ...
Page 49: ...PARTS BREAKDOWN FOR THE MILL 49 ...
Page 50: ...50 PARTS LIST FOR THE MILL ...






















































