














Summary of Contents for B8085
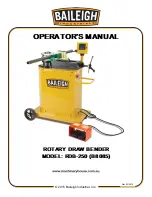
Page 14: ...11 11 GETTING TO KNOW YOUR MACHINE A B C D E F G H I J K L M N...
Page 29: ...26 26 OEM Screen Figure 14 OEM Screen Figure 15 OEM Screen Figure 16 OEM Screen Figure 17...
Page 30: ...27 27 OEM Screen Figure 18 OEM Screen Figure 19 OEM Screen Figure 20 OEM Screen Figure 21...
Page 31: ...28 28 OEM Screen Figure 22...
Page 45: ...42 42 INDEX TABLE LAYOUT DIAGRAM OPTIONAL EQUIPMENT...
Page 52: ...49 49 Diagram 1...
Page 53: ...50 50 Diagram 2...
Page 54: ...51 51 PARTS DIAGRAM Base Assembly Parts Diagram...
Page 55: ...52 52 Control Box Parts Diagram...
Page 56: ...53 53 Drive Assembly Parts Diagram...
Page 57: ...54 54 Main Bending Assembly Parts Diagram...
Page 61: ...58 58...