

















56
56
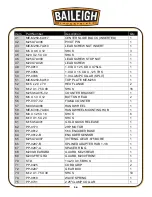
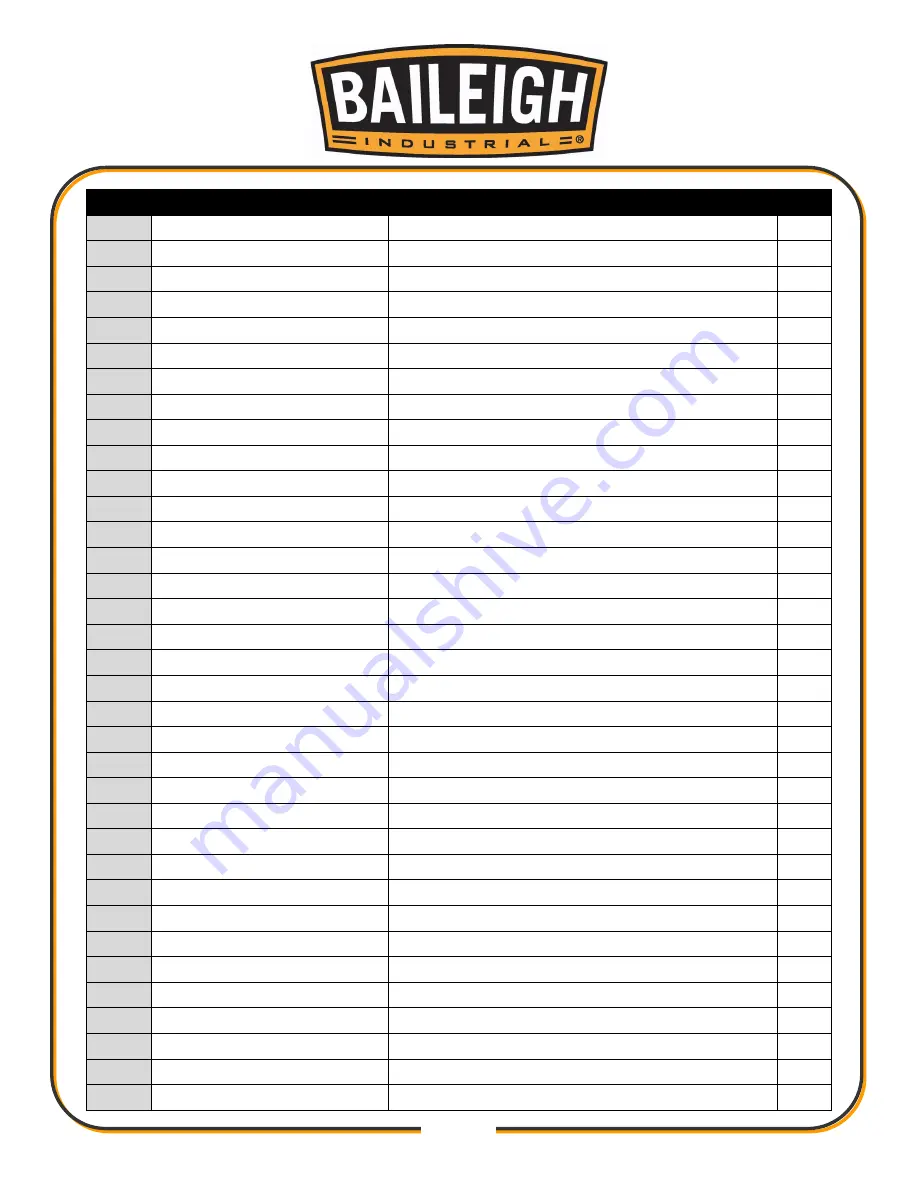
Item
Part Number
Description
Qty.
41
ME-M250-6A017
CENTER SLIDE BLOCK (INSERTED)
1
42
M250-7A006
PIVOT PIN
1
43
ME-M250-7A010
LEAD SCREW NUT INSERT
1
44
M5 X 0.8 X 12
SHCS
3
45
M20 X 2.5 X 40
SHCS
1
46
M250-7A009
LEAD SCREW STOP NUT
1
47
M200-7A023
LEAD SCREW
1
48
PP-0913
1.0 ID X 1.25 OD X 0.75LG
1
49
PP-0056
1.0 ID X 1.5 OD X .125 THK
1
50
PP-0036
1.0 CLAMP COLLAR (SPLIT)
1
51
ME-M250-6A010
TOP PLATE ME-M250
1
52
M16 x 2.0 x 70
HEX FLANGE
2
53
M12 X 1.75 X 90
SHCS
16
54
M250-6A015-V2
COUNTER BRACKET
1
55
M6 X 1.0 X 12
BUTTON HEAD
2
56
PP-0137-V2
FIAMA COUNTER
1
57
M300-6A066
HAND WHEEL
1
58
ME-M300-7A034
HANDWHEEL MOUNTING HUB
1
59
M8 X 1.25 X 16
SHCS
6
60
M10 X 1.5 X 20
SHCS
1
61
M150-5A001
GOLD QUICK RELEASE
1
62
PP-0173
2HP MOTOR
1
63
PP-0812
56C ENCODER BASE
1
64
PP-0812-B
ENCODER SENSOR
1
65
M250-7A007
38T RING GEAR .875 BORE
1
66
PP-0297-B
SPLINED ADAPTER HUB 1-1/8
1
67
PP-0297-A
SPACER RING
1
68
M200-REARGRD
GUARD, M325 REAR
1
69
M200-FRTGRD
GUARD, M200 FRONT
1
70
STD.
1/4-20 X 0.5 BHCS
3
71
PP-0025
CORD GRIP
2
72
PP-0297
GEAR BOX
1
73
M12 X 1.75 X 30
SHCS
10
74
PP-0819
WAVE SPRING
1
75
PP-0731
2.25"CLAMP COLLAR
1
Summary of Contents for B8085
Page 14: ...11 11 GETTING TO KNOW YOUR MACHINE A B C D E F G H I J K L M N...
Page 29: ...26 26 OEM Screen Figure 14 OEM Screen Figure 15 OEM Screen Figure 16 OEM Screen Figure 17...
Page 30: ...27 27 OEM Screen Figure 18 OEM Screen Figure 19 OEM Screen Figure 20 OEM Screen Figure 21...
Page 31: ...28 28 OEM Screen Figure 22...
Page 45: ...42 42 INDEX TABLE LAYOUT DIAGRAM OPTIONAL EQUIPMENT...
Page 52: ...49 49 Diagram 1...
Page 53: ...50 50 Diagram 2...
Page 54: ...51 51 PARTS DIAGRAM Base Assembly Parts Diagram...
Page 55: ...52 52 Control Box Parts Diagram...
Page 56: ...53 53 Drive Assembly Parts Diagram...
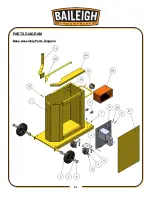
Page 57: ...54 54 Main Bending Assembly Parts Diagram...
Page 61: ...58 58...







































































