38
38
•
Chemical structure of material must be consistent.
•
Buy certificated steel from the same vendor when possible.
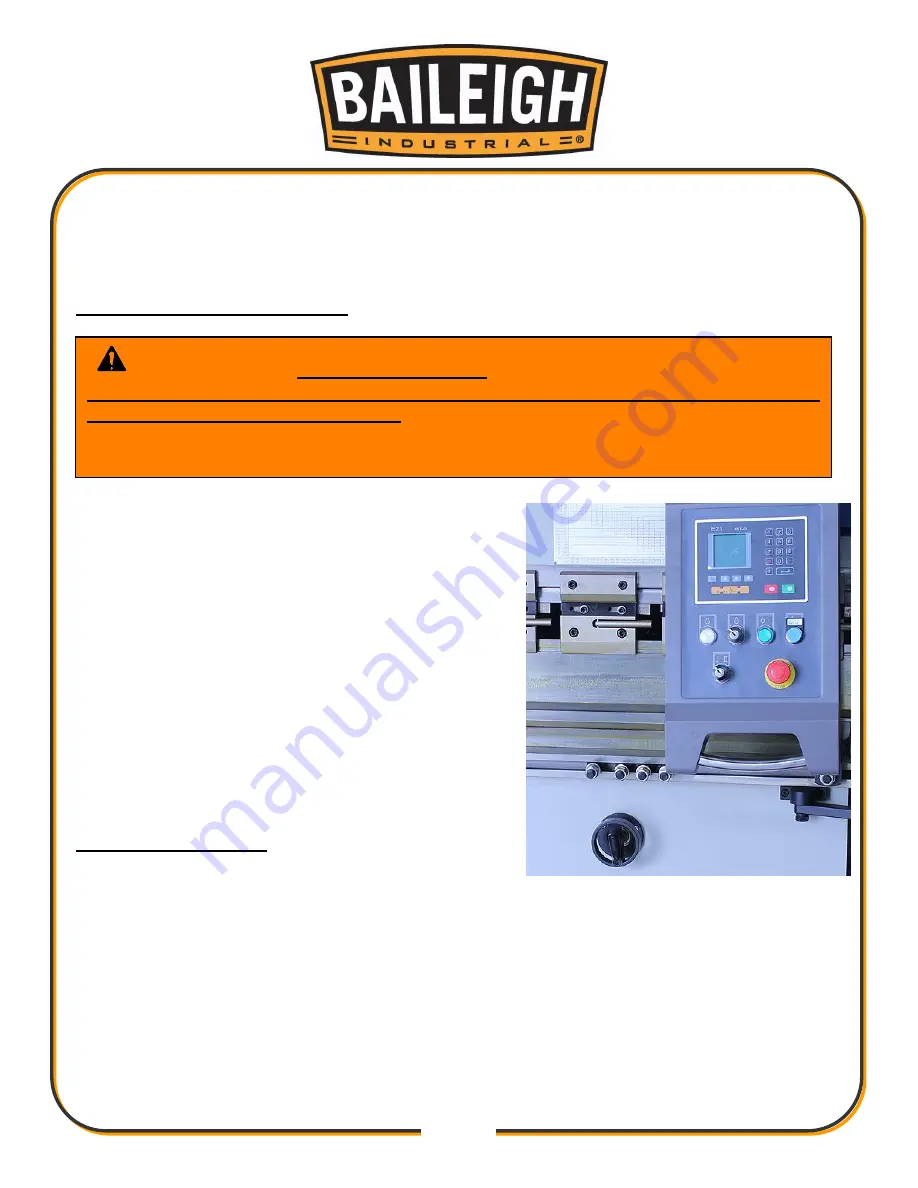
X AXIS FINE ADJUSTMENT
The handwheel located on the front of the lower
bolster plate is intended to be used to fine tune the
location of the back gauge (X axis) after the machine
has completed movement to the set position.
The back-gauge
movement has a tolerance of 0.019”
built into the positioning of the back gauge. If for
example
, 5” was entered into the XP parameter, the
final position of
4.81” to 5.19” will allow the press to
continue on to complete the desired bend.
If the final distance is outside of this range, then the
press will stop operation based on the back-gauge
position being incorrect.
By turning the handwheel to bring the back-gauge to a
dimension inside of the tolerance range, the press will
resume operation.
Operational Indicators
•
If the press does not activate the ram to lower,
check that the X value is within 0.
019” of the XP
value after the back-gauge has completed its movement for positioning. Using the
handwheel to move the back-gauge to within tolerance will allow the press to then lower the
ram.
•
If the out of tolerance dimension is consistently larger than the set value, lightly grease back-
gauge leadscrews with one pump of any general-purpose grease.
•
If the out of tolerance dimension is consistently smaller than the set value, clean the back-
gauge leadscrews. Light grease may be added after the cleaning.
WARNING:
Entanglement Hazard!
Always keep hands and fingers away from the adjustment handwheel when the press
is adjusting the X axis automatically.
The handwheel spins at a high rate of speed and will injure hands and fingers if
contact is made when the handwheel is in motion.
Summary of Contents for BP-3305CNC
Page 3: ...Back Gauge Adjustment 48 BEND TONNAGE CHART 50...
Page 17: ...14 14...
Page 21: ...18 18 GETTING TO KNOW YOUR MACHINE A B M L K D C E F G I H J I G...
Page 22: ...19 19 N S T U X V O Q P R W...
Page 44: ...41 41 INCLUDED LOWER AND UPPER TOOLING Lower Tool Die Upper Tool Punch...
Page 54: ...51 51 NOTES...
Page 55: ...52 52 NOTES...