48
48
2. Firmly tighten the thumb screw.
Back Gauge Adjustment
Along with the adjustment of the back gauge via the CNC controller the back gauge can be
adjusted manually for height, and width. This is used to fine tune the back gauge setting and/or
adapt the stops to the specific application. While it is commonly thought to adjust the stops to be
specifically inline with the work material, it may also be adjusted to be completely out of the way
of the work material.
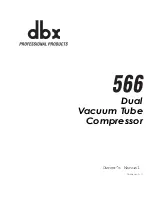
Height Adjustment
1. Loosen the set screws (A).
2. Turn the adjustment wheels (B) as needed to raise or lower the beam to align the stop
blocks (C) with the material to be processed. Use a level on the back-gauge beam if needed.
3. When the back-gauge beam is at the desired height, tighten the set screws (A).
Width Adjustment
1. Loosen the lock (D) and slide each of the three stop blocks to the desired position and
tighten the lock. It is recommended that at least two stops are used to contact the work
material to hold the material square to the bending line.
B
D
C
C
D
A
B
A
Summary of Contents for BP-3305CNC
Page 3: ...Back Gauge Adjustment 48 BEND TONNAGE CHART 50...
Page 17: ...14 14...
Page 21: ...18 18 GETTING TO KNOW YOUR MACHINE A B M L K D C E F G I H J I G...
Page 22: ...19 19 N S T U X V O Q P R W...
Page 44: ...41 41 INCLUDED LOWER AND UPPER TOOLING Lower Tool Die Upper Tool Punch...
Page 54: ...51 51 NOTES...
Page 55: ...52 52 NOTES...