









52
52
3. Vibrating piece part.
4. Gullets loading with chips and
debris.
3. Make sure work is clamped
securely.
4. Use coarser tooth blade or
brush to remove chips and
debris.
Premature Blade Dulling.
1. Teeth too coarse.
2. Too much speed.
3. Inadequate feed pressure.
4. Hard spots in or on material.
5. Work hardening of material
(especially stainless steel).
6. Blade installed backwards.
7. Insufficient blade tension.
1. Use a finer tooth blade.
2. Try next slower speed.
3. Decrease spring tension on
side of saw.
4. Scale: Reduce speed,
increase feed pressure. Hard
spots: Increase feed pressure.
5. Increase feed pressure by
reducing spring tension.
6. Remove blade twist inside out
and reinstall blade.
7. Increase tension to proper
setting.
Bad Cuts (Crooked)
1. Work not square.
2. Feed pressure too great.
3. Guide bearing not adjusted
properly.
4. Inadequate blade tension.
5. Blade guides spaced out too
far.
1. Adjust vise to be square with
blade.
2. Reduce pressure by
increasing spring tension on
side of saw.
3. Adjust guide bearing to .001”
greater than max. thickness,
including weld of the saw blade.
4. Increase blade tension a little
at a time. (Center of blue area
on label)
5. Move guide as close to work
as possible without interference.
Summary of Contents for BS-712MS
Page 17: ...14 14 OVERALL DIMENSIONS...
Page 18: ...15 15 GETTING TO KNOW YOUR MACHINE A B C D E F G H I K J L...
Page 32: ...29 29...
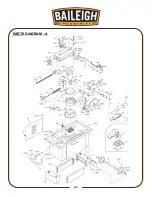
Page 46: ...43 43 PARTS DIAGRAM A...
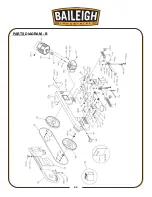
Page 47: ...44 44 PARTS DIAGRAM B...
Page 58: ...55 55 NOTES...
Page 59: ...56 56 NOTES...







































































