






















28
28
ADDITIONAL OPERATION
The following directions will give the inexperienced operator a beginning point for common lathe
operations. Practice on scrap material before attempting serious work.
Lathe Tools
Standard wood turning tools come in several different
configurations. The majority of turnings will require the
gouge tool (A). This round nosed hollow chisel is used
for roughing cuts, cove cuts and other operations. The
skew chisel (B) is a double-ground flat chisel, with an
angled end. This tool is used for smoothing cylinders,
for cutting shoulders, beads, vee grooves, etc. The
parting tool (C) is a double-ground chisel, used for
cutting-off, or for making straight incisions or sizing
cuts to any required diameter. The round nose scraper
(D) is used for mostly hollowing work, while the square-
end scraper is mainly used for the outside of bowls.
Selecting Turning Tools
Lathe tools come in a variety of shapes and sizes and usually fall into five major categories.
•
Gouges
—Main use is for rough cutting,
detail cutting, and cove profiles. The rough gouge
is a hollow, double-ground tool with a round nose,
and the detail gouge is a hollow, double-ground
tool with either a round or pointed nose. An
example of a gouge is shown.
CAUTION:
Always wear proper personal protection equipment, including
but not limited to, safety eye protection with side shields, face shield, safety
footwear, and leather gloves to protect from, chips, dust, burrs, and slivers.
Summary of Contents for WL-1218VS
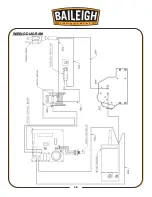
Page 41: ...38 38 WIRING DIAGRAM ...
Page 42: ...39 39 LATHE PARTS DIAGRAM ...
Page 49: ...46 46 NOTES ...
Page 50: ...47 47 NOTES ...
Page 51: ...48 48 NOTES ...