






















6
6
HIGH VOLTAGE
USE CAUTION IN HIGH VOLTAGE AREAS. DO NOT
assume the
power to be off.
FOLLOW PROPER LOCKOUT PROCEDURES.
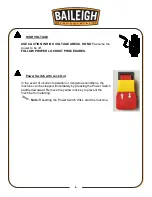
Power Switch with Lock Out
In the event of incorrect operation or dangerous conditions, the
machine can be stopped immediately by pressing the Power Switch
paddle downward. Remove the yellow lock key to prevent the
machine from starting.
Note:
Resetting the Power Switch WILL start the machine.
Summary of Contents for WL-1218VS
Page 41: ...38 38 WIRING DIAGRAM ...
Page 42: ...39 39 LATHE PARTS DIAGRAM ...
Page 49: ...46 46 NOTES ...
Page 50: ...47 47 NOTES ...
Page 51: ...48 48 NOTES ...































































