



























32
32
Carriage Hand Wheel
Rotating the hand wheel clockwise (cw) will move the carriage towards the tailstock. Rotating
the hand wheel counterclockwise (ccw) will move the carriage towards the headstock. This is
helpful when setting up the lathe for turning or when manual movement is required during
turning operations.
Compound Slide Hand Wheel
The hand wheel on the top slide controls the position of the cutting tool in relation to the piece
part. The top slide is adjustable for any angle. The graduated dial can be adjusted by holding
the hand wheel with one hand and turning the dial with the other. Angle adjustments are made
by loosening the hex nuts on the base of the top slide.
Cross slide Hand Wheel
The cross slide hand wheel moves the top slide towards and away from the piece part. Turning
the hand wheel clockwise (cw) moves the slide towards the piece part and counterclockwise
(ccw) moves the slide away from the part. The graduated dial can be adjusted by holding the
hand wheel with one hand and turning the dial with the other.
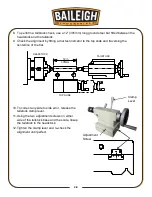
Spindle Rotation Control
Spindle rotation is controlled from the handle on the right-hand
side of the carriage as indicated.
Move the handle down and the spindle will rotate in a
counterclockwise (ccw) direction. Move the handle up and the
spindle will rotate in a clockwise (cw) direction. The middle
(neutral) position stops the motor.
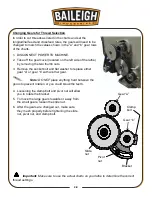
Tool Post and Holder
This lathe comes with a quick-change tool post and (four) tool
holders. Cutting tools can be secured and removed by tightening
or loosening the clamping screws on top of the holder. Located at
the top of the tool post is a knurled thumb wheel, which when
rotated, centers the cutting tool in the holder. The handle on the
tool post can be rotated to lock and unlock the tool holder in the
tool post dovetail ways. To rotate the tool post, loosen the nut at
the top of the tool post.
Summary of Contents for PL-1340E-1.0
Page 48: ...45 45 ELECTRICAL DIAGRAM...































































