





P20 / P32 OPERATIONS MANUAL
Page | 14
•
After installing the proper die set and adjusting the crimping diameter, insert the hose and fitting between
the dies.
•
Depress and hold down the crimping push-button until the preset diameter has been reached.
•
Depress the retraction button and take the crimped assembly out.
•
Check the result and measure the diameter. If necessary, correct the scale value and crimp again. To enable
faster crimping and reliable results in the future, make a chart of the diverse hose/fitting combinations and
the corresponding die sets and dial adjustment values.
PREVENTIVE MAINTENANCE
The following maintenance operations can be performed by the operator according to the instructions below.
However, electrical works and repairs like changing seals or the pump must only be carried out by a qualified specialist.
• PRIOR TO ANY SERVICING OPERATION, TURN THE SUPPLY DISCONNECTING DEVICE TO POSITION '0'.
• BEFORE CHANGING THE MOTOR CIRCUIT BREAKER OR UNDERVOLTAGE TRIP, DISCONNECT THE PLUG OR SUPPLY
CABLE FROM THE MAINS !
• Ope
n the dies to maximum retraction before servicing.
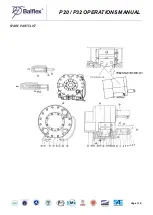
Greasing P20, P32
•
Lubricate the inner surface of the conical flanges daily with pressure-proof grease like Optimol Viscogen 4.
•
Apply the grease to the conical surfaces at the front and back of the die with a small brush.
•
Do not grease the piston rod.
•
Lubricate the master dies daily with pressure-proof grease like Optimol Viscogen 4.