





























X90 mobile modules
X90 mobile system User's manual V 1.20 - Translation of the original manual
231
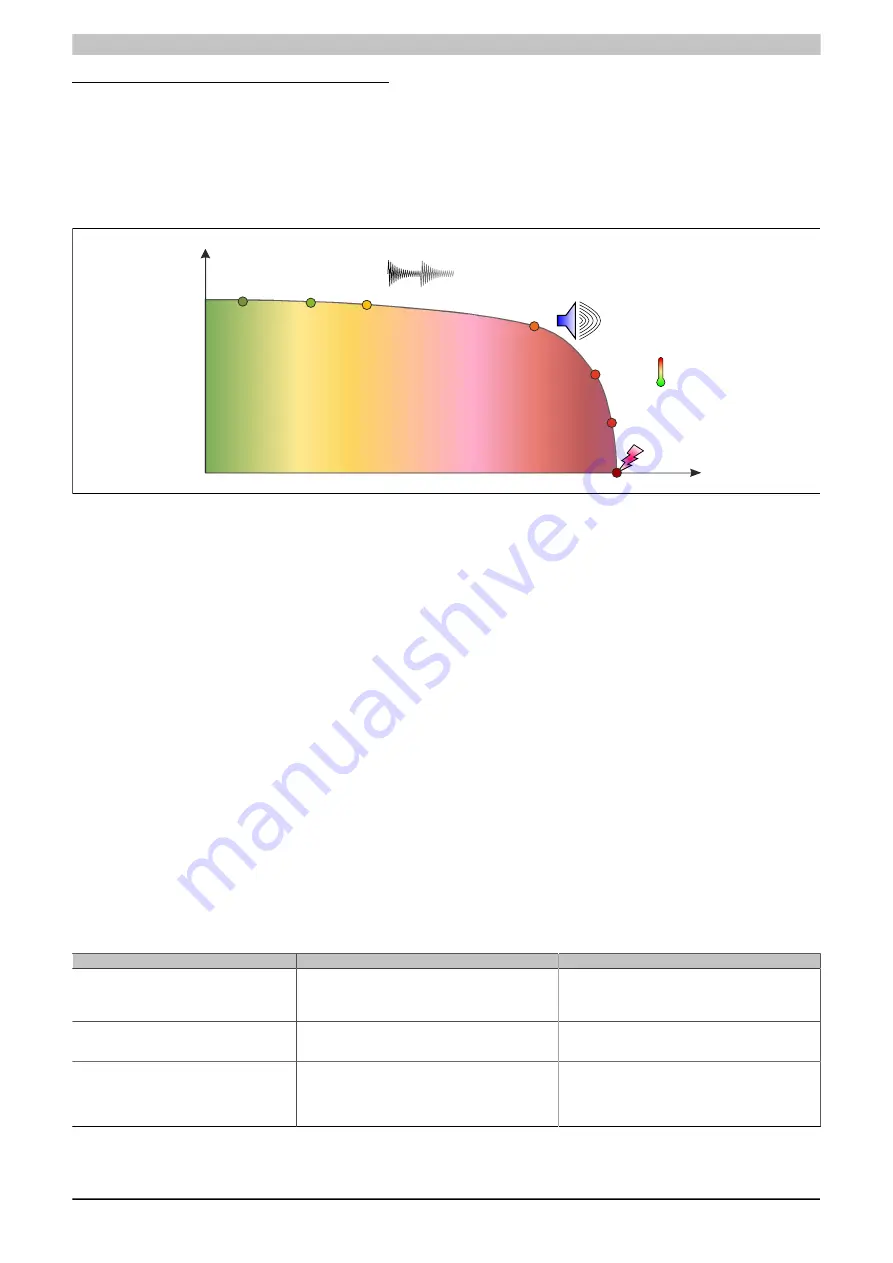
Damage development and the damage chain
Explaining damage development with a roller bearing example
The majority of bearing damage develops slowly and usually without being noticed. In many cases, it is only once
the damage is more advanced that irregular running and unusual operating noises indicate bearing damage. This
points to material fatigue, e.g. chipping or altered radial clearance through wear.
If the damage is so advanced that it can be detected without measuring equipment, spontaneous failures such as
blockages and breakage of the bearing housing components often occur.
Status OK
First tangible
surface damage
Beginning of bearing damage
Damage to a
bearing element
Visible damage
on the bearing and bearing element
Critical bearing
failure damage
Temperature
Noise
development
Vibration excitation
First particle
State change
Destruction
Machine performance
Time
Damage to the bearing seat on
the shaft or in the bearing box
Destruction of the bearing,
blockage of the bearing
End of the
mission time
Figure 62: Illustration of the damage chain and the development of damage over time
The damage chain illustrated in the image above presents condition monitoring as an important tool in the condi-
tion-based operation and maintenance of a system.
It is possible to draw conclusions about the condition of the machine or its components from the parameters
recorded by the sensors. Deterioration of the condition of components or system parts becomes apparent through
the detection and observation of their condition, the consideration of the trend and, if necessary, through the detailed
analysis of the measurement data obtained. Based on this, targeted measures can be put in place for maintenance.
Condition monitoring is a suitable option under the following conditions:
•
Measurable parameters that correlate with a failure need to be identified and selected.
•
The failure cannot be prevented by redesign or altered usage.
•
Events lead to failures that occur randomly.
•
Sufficient warning time must be given in advance before a function fails.
The consideration of condition monitoring resources is not permitted to be limited to the consideration of the record-
ing of operating conditions alone but should be integrated into this as part of a general asset management strategy.
In order to manage this, all types of condition monitoring and industrial diagnostics should be combined into an
overall strategy.
For a failure-oriented operational mode ("reactive maintenance"), components are only replaced if they can no
longer fulfill their function. For planned operation ("preventive maintenance"), components are replaced at a certain
point in time – regardless of their current condition.
For condition-based maintenance, the area where maintenance is planned can be significantly isolated while re-
ducing the risk of failure at the same time.
Advantages
Disadvantages
Reactive maintenance
- Utilization of the wear reserve
- No costs during the period of use
- Unexpected failure
- Consequential damage
- High downtime costs
- Low operational safety
Preventive maintenance
- Can be planned well
- No utilization of the wear reserve
- Increased risk of failure after maintenance
- Repair costs
Condition-based maintenance
- Early recognition of problems
- Downtime can be planned
- Utilization of the wear reserve
- High operational safety
- Avoidance of consequential damage
- Dealing with the issue
- Investment costs
- Additional costs for equipment to measure condition







































































