
























page 63
page 63
page 63
page 63
page 63
275B SER
800-00152
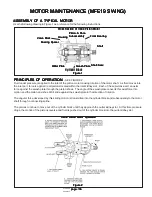
MFE19 SWING MOTOR MAINTENANCE CONTINUED...
MFE19 SWING MOTOR MAINTENANCE CONTINUED...
MFE19 SWING MOTOR MAINTENANCE CONTINUED...
MFE19 SWING MOTOR MAINTENANCE CONTINUED...
MFE19 SWING MOTOR MAINTENANCE CONTINUED...
The piston should be a very close fit and slide easily in and out of the bore. No bind can be tolerated. If binding is
evident, clean the cylinder blocked and piston, lubricate with clean hydraulic fluid and try again. Even minor
contamination of the fluid could cause the piston to freeze up in the cylinder bore.
4. Inspect each piston and shoe subassembly (10) for maximum end play of 0.005" between the piston and shoe.
5. The face thickness dimension of each shoe must be within 0.001" of each other.
6. Inspect hose plate (11) for excessive wear and cracking in the area of spherical washer (12). If heavy wear or cracks
are found, replace the shoe plate and spherical washer at the same time.
7. Check spherical washer (12) for burrs, wear, and possible scratches due to pin (13) breakage or contamination.
Replace if wear is excessive.
8. Inspect pins (13) for equal length, excessive wear, and possible bending. Replace all pins simultaneously if one is
defective.
9. The pin retainer (14) may develop burrs. Remove all burrs with an India stone.
10. Inspect the bronze face of wafer plate (6) for excessive wear, scratches, and possible fractures. If the wafer plate is
fractured, make sure the new plate rests fall against the valve block at assembly and that wafer plate pin (7) does
not extend too far and hold the wafer late away from the valve block.
11. Inspect swash plate (20) for scratches, wear, and possible cracks. Replace if defective.
12. Inspect housing (3) for cracks, cross threads, and wear. Check snap ring groove for wear and the proper depth.
Check gasket mounting face for deep scratches or damage that could cause leakage past the gasket. Clean up
burrs and small scratches with an India stone.
13. Inspect the valve block (2) for burrs, nicks, plugged body passages, flatness of the pump wafer plate area and
erosion. Repair or replace the valve block if defective.
NOTE:
NOTE:
NOTE:
NOTE:
NOTE: Check flatness of the valve block face in the areas around locating pin (19) and bolt openings. Use an
Arkansas stone to remove burrs or raised metal in these areas.
NOTE:
NOTE:
NOTE:
NOTE:
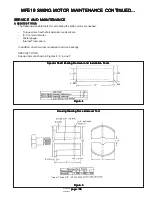
NOTE: If the bearing race was removed from valve block (2), install a new bearing race as shown in Figure 13.
Use tool shown in Figure 6.
E.
E.
E.
E.
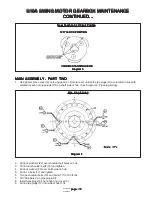
E. ASSEMBLY OF PISTON MOTOR HOUSING PARTS
ASSEMBLY OF PISTON MOTOR HOUSING PARTS
ASSEMBLY OF PISTON MOTOR HOUSING PARTS
ASSEMBLY OF PISTON MOTOR HOUSING PARTS
ASSEMBLY OF PISTON MOTOR HOUSING PARTS
NOTE:
NOTE:
NOTE:
NOTE:
NOTE: Flood all parts with system fluid at assembly to provide initial lubrication.
NOTE:
NOTE:
NOTE:
NOTE:
NOTE: If new shaft bearings (5 or 22), shaft (21), valve block (2) or housing (3) are being replaced, a complete
shaft bearing preload adjustment must be performed. If the same parts are returned to service, the
preload adjustment can be omitted.
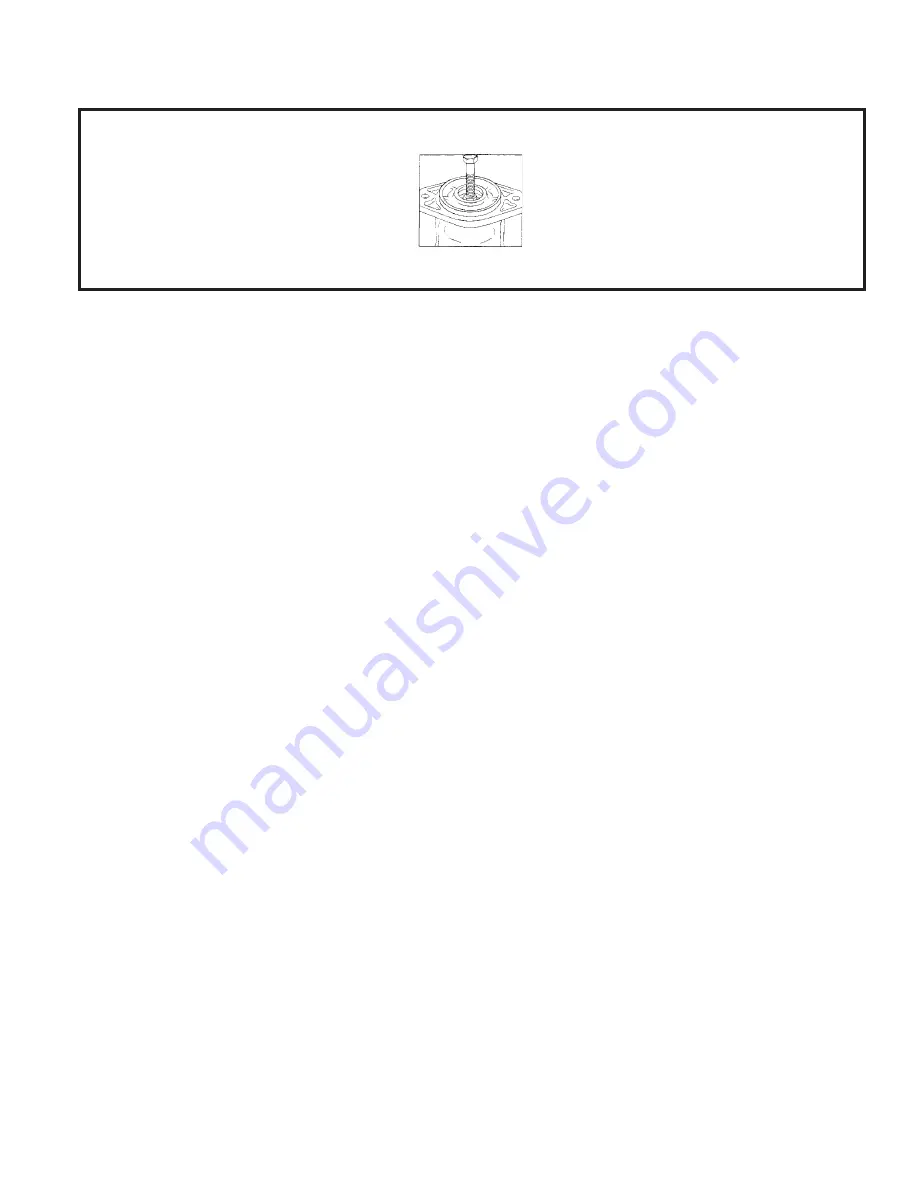
Figure 12
Figure 12
Figure 12
Figure 12
Figure 12
Use arbor press to remove
Use arbor press to remove
Use arbor press to remove
Use arbor press to remove
Use arbor press to remove
bearing race
bearing race
bearing race
bearing race
bearing race
Removal of Bearing Race Located Within the Housing
Removal of Bearing Race Located Within the Housing
Removal of Bearing Race Located Within the Housing
Removal of Bearing Race Located Within the Housing
Removal of Bearing Race Located Within the Housing






















































