





























English
⋅
Nautilus
®
CC plus
⋅
Nautilus
®
T
23
A
en
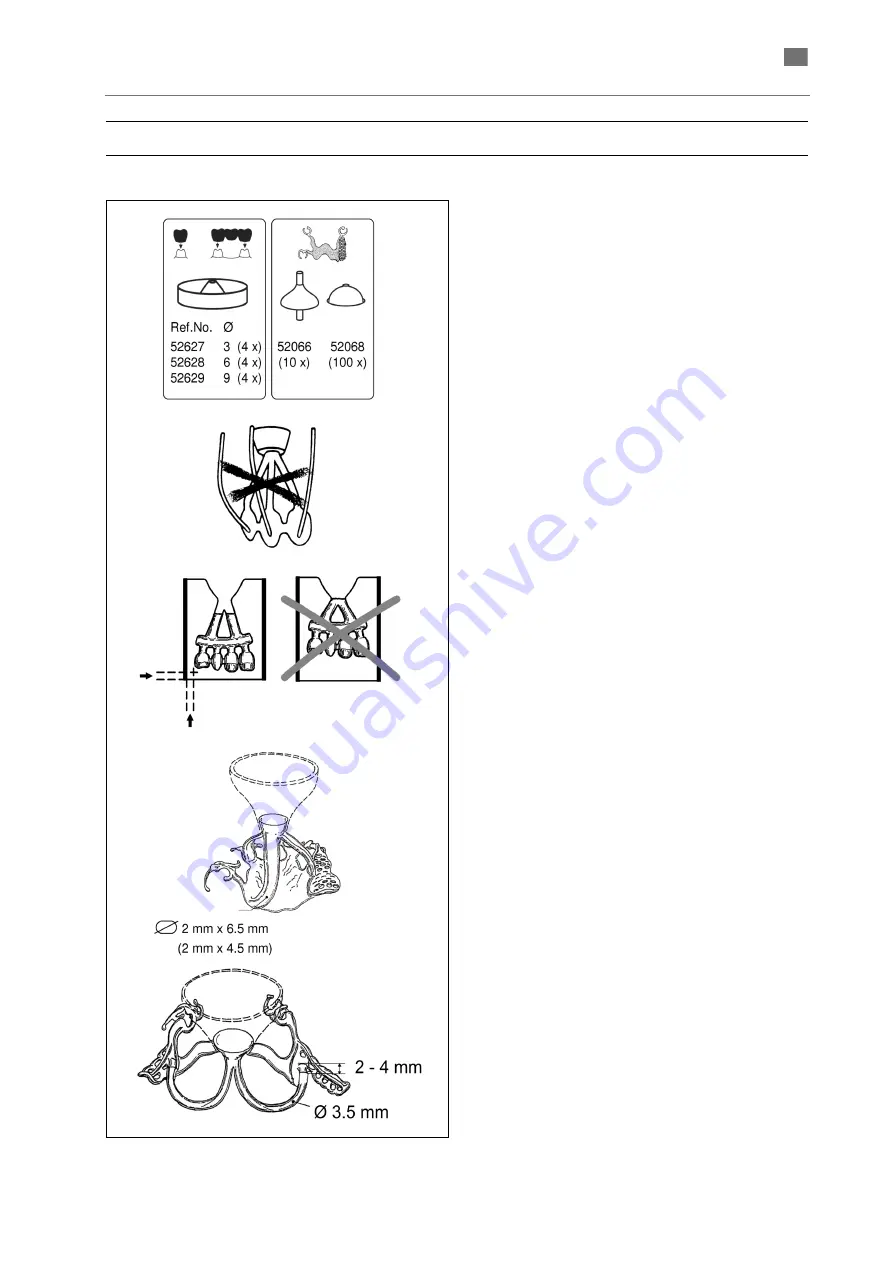
Basic principles: Wax-up
After the crucible is opened, the melt flows into the
mould by gravity and immediately fills the sprues.
With the aid of compressed air, the entire mould
cavity is then instantaneously filled with hot melt.
The object should first harden and must be able to
suck liquid melt from the reservoir of the sprues. The
following rules must be strictly observed for this
purpose.
BEGO casting mould formers are specially
designed for the flow of melt from NAUTILUS
®
crucibles and should therefore be used.
Do not use vent sprues that reach up to the
casting funnel or to the outside of the mould. Air
vents cause the compressed air to be supplied
incorrectly during the pressing process.
The object should first harden and enable subse-
quent suction of the liquid melt from the heat centre
of the mould.
For this reason, keep a small gap (5 mm) between
the object and the mould base and mould wall.
Arrange bridges in a ring shape at the mould wall.
Partial denture
Follow the illustrations and the instructions of the
alloy manufacturer when dimensioning the sprues.
Summary of Contents for 39701001
Page 1: ...Gerätedokumentation Miteinander zum Erfolg ...
Page 2: ......
Page 4: ......
Page 11: ...English Nautilus CC plus Nautilus T 7 86105 BA en 01 en Unpacking Packing REF 17909 ...
Page 47: ...Nautilus CC plus en English ...
Page 63: ...Nautilus T en English ...
Page 87: ...English Nautilus CC plus Nautilus T 83 86105 BA en 01 en NAUTILUS T bar ...
Page 89: ......
Page 90: ......
Page 91: ......
Page 92: ......
Page 93: ......







































































