





























43
860
76
D
B
-en/
03
35
5.0
00
32
English
⋅
en
Using welding wire
Often the job is to weld the workpieces through and
through into the inside. This is done by enlarging the
seam to the centre and filling with welded-in wire as
filler metal.
Recommended filler metals: see table on next page.
An alternative method is the above described
"circular deep penetration welding", which is
especially suitable for large cross-sections.
The welding wire is to be applied through the so-
called melting bath method:
•
Every laser pulse is to be directed such that
approx. 1/3 is aimed at the wire tip and approx.
2/3 at the metal surface so the metal dripping
from the wire strikes a molten surface
(Fig. 39).
•
The spot welds should overlap by approx. 80%
so the centre of the previous spot is always
covered (Fig. 40).
•
An example of welding parameters (the exact
values must be determined through tests)
Non-precious wire Wiroweld:
approx. 260 - 280 V, approx. 8 ms
Precious metal wire:
280 - 300 V, approx. 15 ms
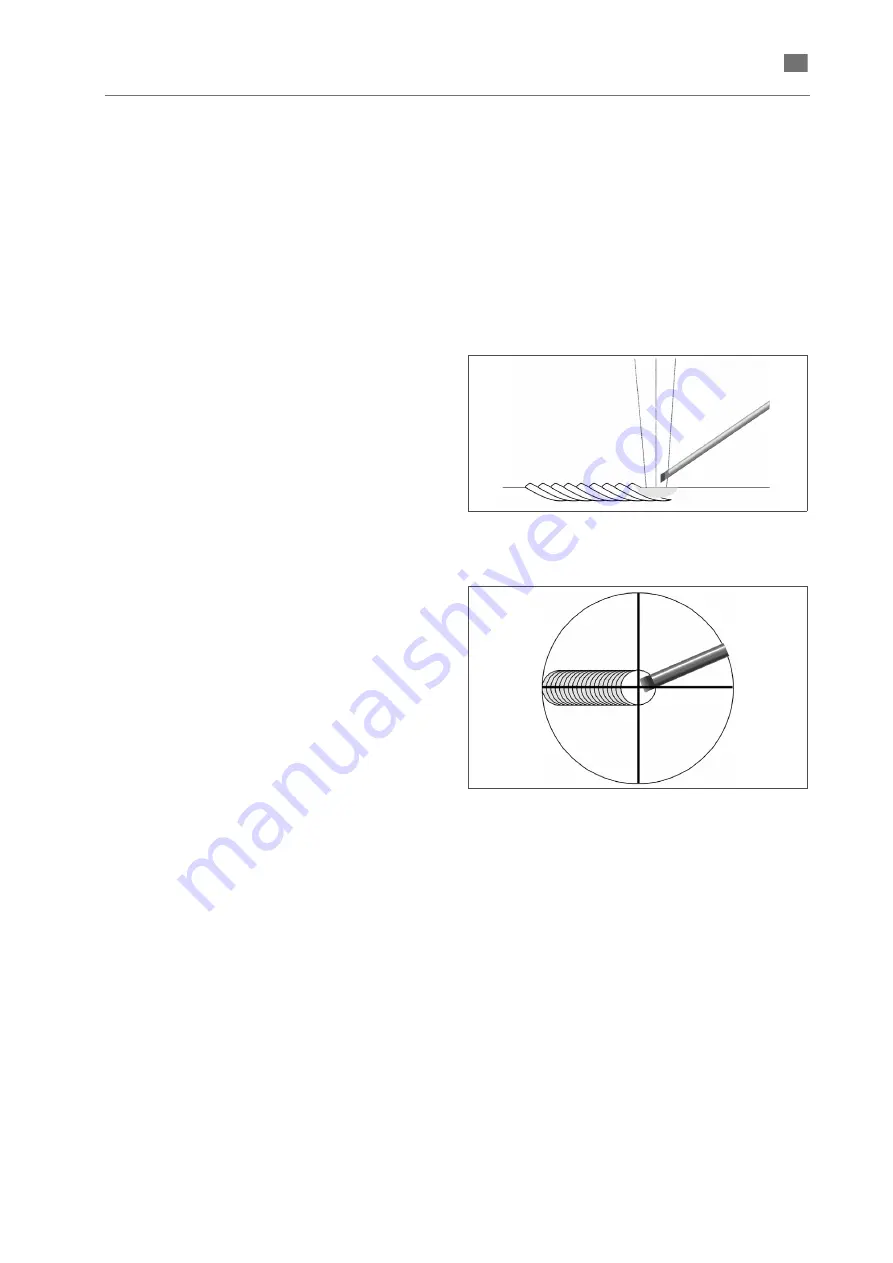
Fig. 39
Melt welding wire and surface at the same
time
Fig. 40
Place spot welds so they overlap by approx.
80%






































































