




























28
A
English
⋅
Nautilus
®
CC plus
⋅
Nautilus
®
T
en
Basic principles: Work
BEGO alloys can be selected on the start screen. A
selection is necessary to set up the correct casting
parameters.
Third party alloys can be stored on additional
program memory locations and be deleted, as
needed.
Casting and preheating temperatures
The casting temperatures indicated for BEGO alloys
in the program tables apply to the standard wax-ups
described in this operating manual. Because of the
numerous parameters that influence the casting
result, these casting temperatures can only be
regarded as reference values.
It is very important to provide for an adequately
preheated mould, which is placed in the device
immediately before the melting process in order to
minimize cooling. The preheating temperatures
specified in the operating instructions should be
complied with, even if casting has been carried out
successfully thus far at low mould preheating
temperatures. While a mould, that is too cold could
During automatic casting
*)
at optimal temperature, a
mould that is too cold may result in the melt to
solidify prematurely; this could be counteracted with
manual casting at a higher casting temperature.
*) Only NAUTILUS
®
CC plus
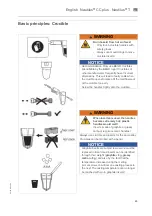
Crucible inserts
Special alloy groups require a ceramic crucible with
either a graphite or glassy carbon insert for melting
(see program tables). A glassy carbon insert can be
generally used instead of a graphite insert. It has a
significantly longer service life than the graphite
insert. The alloy is then indirectly heated via the hot
insert. To ensure that all alloying components have
reached the casting temperature, preheating is
carried out up to the liquidus point (the melt
becomes liquid). Furthermore, the casting temper-
ature is maintained for a certain time during the
melting process before readiness for casting is
message appears.
Alloys with a high palladium content are generally
casted without a crucible insert. A glassy carbon
insert can be used if the alloy chips rise during the
heating process and thus do not have the proper
temperature (failed "incorporation" in the induction
field):
•
a graphite insert for palladium contents of up to
30%,
•
a glassy carbon insert for palladium contents
over 30%, which reliably prevents carbon from
being absorbed by the alloy.
NOTICE
• Graphite inserts are subject to wear and must
be replaced in time! Used inserts can be identi-
fied through their weight (
graphite ~6 g,
glassy carbon ~5 g
) and also by the fact that
the temperature increase during the melting
process slows down from one casting process
to the next. The casting temperature can no
longer be reached with worn graphite inserts!
• Graphite inserts are sensitive to impact and
must only be used in flawless condition.
Cracks, in particular, will lead to the casting
process to be aborted.
Summary of Contents for Nautilus CC plus
Page 7: ...English Nautilus CC plus Nautilus T 7 86105 BA en 00 en Unpacking Packing REF 17909 ...
Page 42: ...42 86105 BA en 00 English Nautilus CC plus Nautilus T en ...
Page 43: ...Nautilus CC plus en English ...
Page 59: ...Nautilus T en English ...
Page 83: ...English Nautilus CC plus Nautilus T 83 86105 BA en 00 en NAUTILUS T ...
Page 85: ......
Page 86: ......
Page 87: ......
Page 88: ......







































































