















BGS technic KG
Bandwirkerstr. 3
D-42929 Wermelskirchen
Tel.: 02196 720480
Fax.: 02196 7204820
mail@bgs-technic.de
www.bgstechnic.com
© BGS technic KG, Copying and further use not allowed
CORRECT GRINDING, CAUSES OF FAULTS AND CORRECTION
•
Despite machine assistance using the pre-set grinding angles and movements, the correct grinding
of a drill bit requires some experience, and in-particular, care during the handling of the drill bit.
•
Below you will be provided with several hints about the correct grinding of the drill bit and how to
avoid faults. However, this information cannot guarantee the correct grinding of the drill bit – in the
end, your own skill, adherence to the operating instructions, the state of the drill bit and the
grinding disc will determine the result
DEFINITIONS
•
Do not touch the drill bit tip after grinding! There is a danger of burns!
•
Before carrying out any work on the device, switch off the grinding machine and pull out the mains
plug from the socket. Do not carry out any work while the machine is running!
•
Do not grind for too long. Check the grinding process at regular intervals! Reduce the pressure on
the drill bit during grinding.
•
Drill bits with a large diameter must be ground for longer until they are sharp again. Grind both
sides alternately in several short sessions.
•
Allow the drill bit to cool down between sessions, or cool it in water.
•
If the tip has turned blue, it has been overheated during grinding. Cool the tip in water.
•
If the tip is not in the centre (one flank is sharp, the other is not), regrind the shorter
flank. This fault is avoided by uniform pressure on the drill bit during grinding on both
flanks as well as identical grinding times for both flanks.
•
In particular for drill bits with large diameters and major wear, grinding with the drill bit
sharpener may, under certain circumstances, not lead to a satisfactory result. Observe
that the attachment is mainly intended for periodical re-sharpening but not designed for
the complete re-working of much worn thicker drill bits.
The angle of the tip is adjusted by the predefined grinding angle and the swivelling range when
grinding.
The tip angle may deviate depending on the material.
Aluminium: 130 - 140°
Copper, brass: 120 - 130°
Steel, cast iron: 110 -120°
Plastics: 50 - 90°
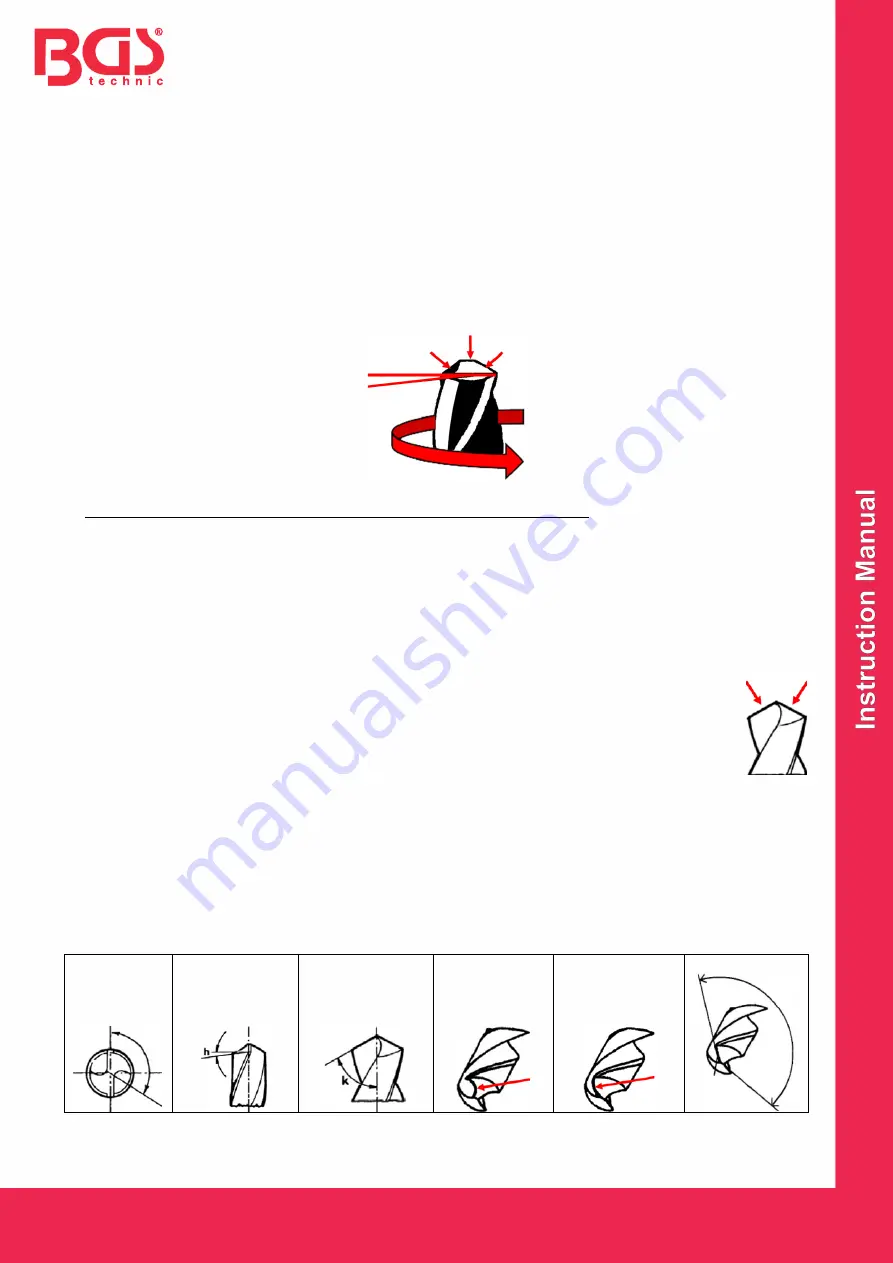
Tip angle
125 – 135°
Grinding angle
h 8 – 12°
Grinding angle
k
Adjustable with
the
thumbscrew (12)
Incorrect
Edge curving
backwards
Incorrect
Edge curving
forwards
Correct
Cutting
edge
Cutting
edge
Tip
Grinding angle







































































