BGS technic KG
Bandwirkerstr. 3
42929 Wermelskirchen
Tel.: 02196 720480
Fax.: 02196 7204820
mail@bgs-technic.de
www.bgstechnic.com
© BGS technic KG, Vervielfältigung und Weiterverwendung verboten
RICHTIGES SCHLEIFEN, FEHLERURSACHEN UND FEHLERBEHEBUNG
•
Das fachgerechte Schleifen eines Bohrers setzt trotz der Maschinenhilfe mit vorgegebenen
Schleifwinkeln und -bewegungen etwas Erfahrung und vor allem Sorgfalt beim Umgang mit dem
Bohrer voraus.
•
Nachstehend erhalten Sie einige Hinweise zum ordnungsgemäßen Anschleifen des Bohrers und
zur Vermeidung von Fehlern. Diese Hinweise sind jedoch keine Garantie für einen
ordnungsgemäßen Schliff Ihres Bohrers. Letztendlich entscheidet eigenes Geschick, der Zustand
von Bohrer und Schleifscheibe über das Ergebnis.
BEGRIFFSERKLÄRUNG
•
Berühren Sie nicht die Bohrerspitze nach dem Schleifen! Es besteht Verbrennungsgefahr!
•
Vor allen Arbeiten am Gerät, schalten Sie die Schleifmaschine ab und ziehen Sie den Netzstecker
aus der Steckdose. Führen Sie keine Arbeiten an laufender Maschine aus!
•
Schleifen Sie nicht zu lange. Kontrollieren Sie öfter den Schleifvorgang! Verringern Sie den Druck
auf den Bohrer beim Schleifen.
•
Bohrer mit großem Durchmesser müssen länger geschliffen werden, bis sie wieder scharf sind.
Schleifen Sie in mehreren kurzen Durchgängen beide Flanken wechselseitig.
•
Lassen Sie den Bohrer zwischen den Schleifdurchgängen abkühlen bzw. kühlen Sie ihn in Wasser
ab.
•
Ist die Spitze blau angelaufen, so ist sie beim Schleifen überhitzt worden. Kühlen Sie die Spitze in
Wasser ab.
•
Ist die Spitze nicht in der Mitte (eine Flanke ist scharf, die andere nicht), so schleifen Sie
die kürzere Flanke nochmals nach. Dieser Fehler wird durch gleichmäßigen Druck auf
den Bohrer beim Schleifen beider Flanken sowie gleiche Schleifzeiten für beide Flanken
vermieden.
•
Vor allem bei Bohrern mit größerem Durchmesser und stärkerer Abnutzung kann das
Schleifen mit dem Bohrerschärfgerät u. U. nicht zu befriedigenden Ergebnissen führen. Beachten
Sie, dass das Gerät vorwiegend für das periodische Nachschleifen, aber nicht für das komplette
Aufarbeiten stark verschlissener, dickerer Bohrer konzipiert ist.
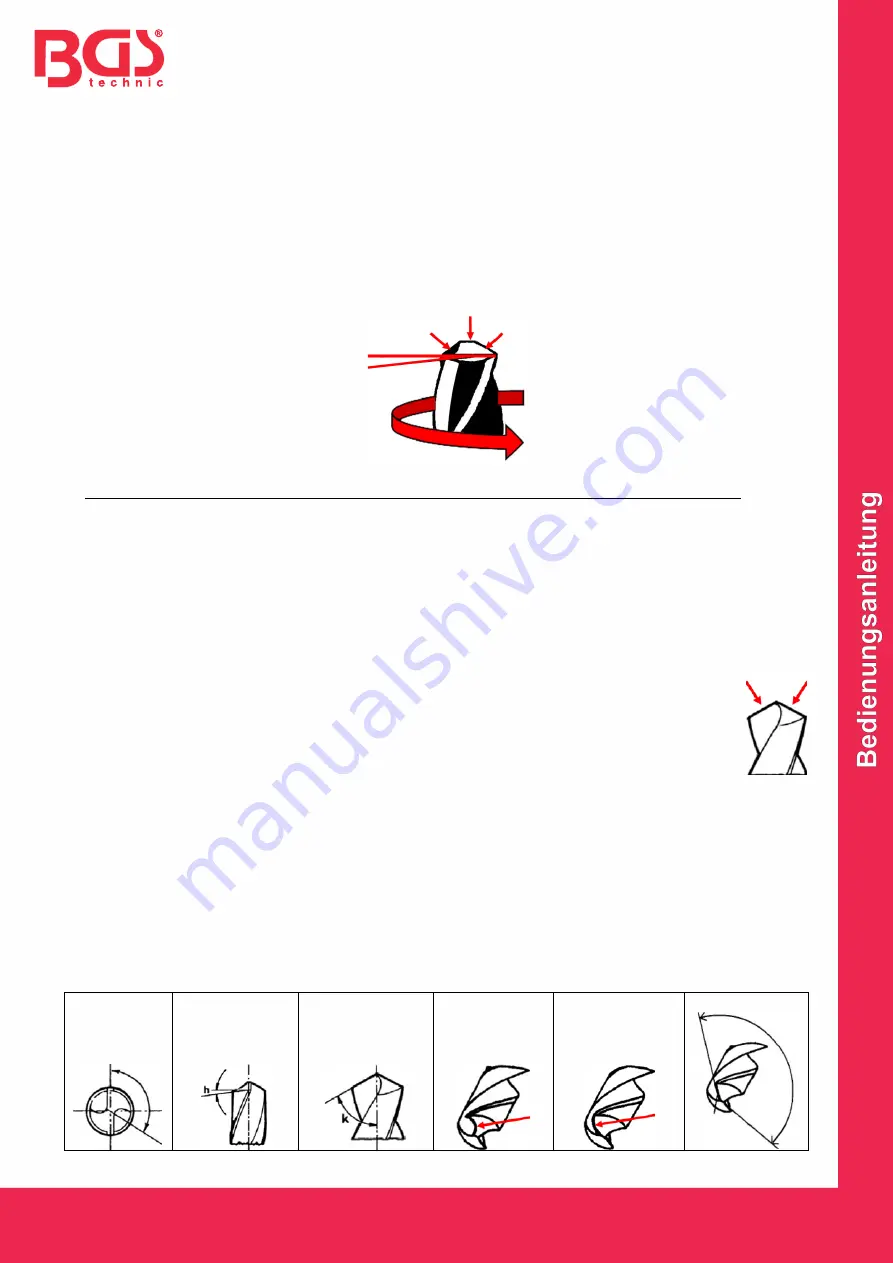
Der Spitzenwinkel wird durch den fest vorgegebenen Anschliffwinkel und den Schwenkbereich beim
Anschleifen eingestellt.
Spitzenwinkel kann je nach Material abweichen.
Aluminium: 130 - 140°
Kupfer, Messing: 120 - 130°
Stahl, Guss: 110 -120°
Kunststoffe: 50 - 90°
Spitzenwinkel
125 – 135°
Schneidwinkel
h 8 – 12°
Anschliffwinkel
k
Einstellbar mit
Schneidwinkel-
einsteller (12)
Falsch
Schneide
rückgewölbt
Falsch
Schneide
vorgewölbt
Richtig
Schneide
Schneide
Spitze
Schneidwinkel